Megapress G
Termékinformáció
Megapress G
Ötvözetlen acélból készült présidomrendszer vastagfalú acélcsövekhez
| Gyártási évtől: | 2016. 03. 01. |
A dokumentumra szerzői jogok vonatkoznak, további információkat a viega.com/legal webhelyen találhat.
Célcsoportok
Az utasításban található információk a következő személyekre vonatkoznak:
szerződött kivitelező vállalkozások
földgázzal és cseppfolyós gázzal működő berendezések létesítésére, karbantartására és átalakítására szakosodott szakcégek
Cseppfolyós gázzal működő berendezések létesítését, karbantartását vagy átalakítását kizárólag olyan szakcégek végezhetik, amelyek rendelkeznek az ehhez szükséges szakismerettel és tapasztalattal.
A fent megnevezett képzettséggel, ill. képesítéssel nem rendelkező személyek számára a termék szerelése, telepítése és adott esetben karbantartása nem megengedett. Ez a korlátozás nem vonatkozik a lehetséges kezelési tudnivalókra.
A Viega termékek beszerelését a technika általánosan elismert szabályai és a Viega használati utasítások szerint kell végezni.
Megjegyzések jelölése
A figyelmeztető és a tájékoztató szövegek a további szövegektől elkülönítve, megfelelő piktogramokkal vannak megjelölve.

VESZÉLY!
Lehetséges életveszélyes sérülésekre figyelmeztet.

FIGYELEM!
Lehetséges súlyos sérülésekre figyelmeztet.

VIGYÁZAT!
Lehetséges sérülésekre figyelmeztet.
MEGJEGYZÉS!
Lehetséges anyagi károkra figyelmeztet.
INFORMÁCIÓ!
Kiegészítő megjegyzések és tippek.
Megjegyzés a nyelvváltozattal kapcsolatosan
A használati utasítás fontos információkat tartalmaz a termék, ill. rendszer kiválasztásához, a szereléshez és az üzembe helyezéshez, valamint a rendeltetésszerű használathoz, és amennyiben szükséges, a karbantartáshoz. Ezek, a termékekkel, azok tulajdonságaival és alkalmazástechnikáival kapcsolatos információk a jelenleg hatályos európai (pl. EN) és/vagy németországi (pl. DIN/DVGW) szabványokon alapulnak.
A szöveg némely szakasza az európai/németországi műszaki előírásokra utalhat. Egyéb országok számára, amennyiben ott megfelelő követelmények nem érhetők el, ezek az előírások ajánlásként szolgálnak. Az ide vonatkozó nemzeti törvények, normák, előírások, szabványok, valamint egyéb műszaki előírások a németországi/európai irányelvekkel, valamint jelen utasítással szemben előnyben részesítendők: Az itt ismertetett információk nem kötelező jellegűek más országok és régiók számára és, ahogyan arra már utaltunk, csak támpontként szolgálnak.
Szabványok és szabálygyűjtemények
Az alábbi szabványok és szabálygyűjtemények Németországra és Európára érvényesek. Az egyes országok országos szabályozásai megtalálhatók az adott ország webhelyén, amely elérhető a viega.hu/szabvanyok oldalon.
Szabálygyűjtemények a következő szakaszból: Alkalmazási területek
Hatály / tudnivaló | A Németországban érvényes szabálygyűjtemény |
|---|---|
Gázszerelések tervezése, kivitelezése, módosítása és üzemeltetése | DVGW-TRGI 2018 |
Gázszerelések ipari, kereskedelmi és folyamattechnikai rendszerekhez | DVGW-Arbeitsblatt G 5614-B1 |
Gázszerelések ipari, kereskedelmi és folyamattechnikai rendszerekhez | DVGW-Arbeitsblatt G 462 |
Gázszerelések ipari, kereskedelmi és folyamattechnikai rendszerekhez | DVGW-Arbeitsblatt G 459‑1 |
Gázszerelések ipari, kereskedelmi és folyamattechnikai rendszerekhez | DVGW-Fachinformation Nr. 10 |
Cseppfolyósgáz-szerelések tervezése, kivitelezése, módosítása és üzemeltetése | DVFG-TRF 2021 |
Szabálygyűjtemények a következő szakaszból: Közegek
Hatály / tudnivaló | A Németországban érvényes szabálygyűjtemény |
|---|---|
Alkalmasság gázokhoz Cseppfolyós gáz gázhalmazállapotban | DVGW-Arbeitsblatt G 260 |
Alkalmasság fűtőolajhoz | DIN 51603‑1 |
Alkalmasság dízel üzemanyaghoz | DIN EN 590 |
Szabálygyűjtemények a következő szakaszból: Csövek
Hatály / tudnivaló | A Németországban érvényes szabálygyűjtemény |
|---|---|
Csőtípusok és csősorozatok megkülönböztetése | DIN EN 10255 |
Acélcsövekre vonatkozó követelmények - menetvágásra alkalmas minőségű acélcsövek | DIN EN 10220 |
Acélcsövekre vonatkozó követelmények - menetvágásra alkalmas minőségű acélcsövek | DIN EN 10216–1 |
Acélcsövekre vonatkozó követelmények - menetvágásra alkalmas minőségű acélcsövek | DIN EN 10217–1 |
Külső védőrétegek (horganyzás) acélcsövekhez | DIN EN 10240 |
A gázszerelési rögzítéstechnika szabályai | DVGW-TRGI 2018, 5.3.7 pont |
A gázszerelési rögzítéstechnika szabályai | DVFG-TRF 2021, 7.3.6 pont |
Szabálygyűjtemények a következő szakaszból: korrózió
Hatály / tudnivaló | A Németországban érvényes szabálygyűjtemény |
|---|---|
(Utólagos) korrózióvédelem földbe fektetéshez | DIN 30672 |
Korrózióvédelem külső vezetékekhez | DVGW-TRGI 2018, 5.2.7.1. pont |
Korrózióvédelem belső vezetékekhez | DVGW-TRGI 2018, 5.2.7.2. pont |
Korrózióvédelem külső vezetékekhez | DVFG-TRF 2021, 7.2.7.1. pont |
Korrózióvédelem belső vezetékekhez | DVFG-TRF 2021, 7.2.7.2. pont |
Szabálygyűjtemények a következő szakaszból: Tárolás
Hatály / tudnivaló | A Németországban érvényes szabálygyűjtemény |
|---|---|
Anyagok tárolására vonatkozó követelmények | DIN EN 806‑4, 4.2 fejezet |
Szabálygyűjtemények a következő szakaszból: Szerelési tudnivalók
Hatály / tudnivaló | A Németországban érvényes szabálygyűjtemény |
|---|---|
Általános szerelési szabályok gázszerelésekhez | DVGW-TRGI 2018, 5.3.7 pont |
Általános szerelési szabályok gázszerelésekhez | DVFG-TRF 2021, 7.3.6 pont |
Szabályzatok a következő szakaszból: Karimás kötések elkészítése
Hatály / tudnivaló | A Németországban érvényes szabálygyűjtemény |
|---|---|
Személyzet képesítése karimás kötések szerelésére | VDI-Richtlinie 2290 |
Szabálygyűjtemények a következő szakaszból: Tömörség-ellenőrzés
Hatály / tudnivaló | A Németországban érvényes szabálygyűjtemény |
|---|---|
Gázszerelések tömörség-ellenőrzése | DVGW-TRGI 2018, 5.6 pont |
Cseppfolyós gázzal működő berendezés ellenőrzése és első üzembe helyezése | DVFG-TRF 2021, 8. pont |
Szabálygyűjtemények a következő szakaszból: Karbantartás
Hatály / tudnivaló | A Németországban érvényes szabálygyűjtemény |
|---|---|
Gázszerelések üzembiztos állapotának biztosítása és betartása | DVGW-TRGI 2018, 5c melléklet |
Rendeltetésszerű használat
INFORMÁCIÓ!
Egyeztesse a rendszer itt ismertetett alkalmazási területektől, ill. közegektől eltérő használatát a Viega vállalattal.
Alkalmazási területek
A rendszert gázszerelésekben való alkalmazásra szolgál, továbbá a hegesztések és a menetes csatlakozások helyettesítésére új rendszerek és javítások esetén.
Az alkalmazás többek között a következő területeken lehetséges:
gázszerelések esetén, lásd: Szabálygyűjtemények a következő szakaszból: Alkalmazási területek
cseppfolyósgáz-szerelések, lásd még: Szabálygyűjtemények a következő szakaszból: Alkalmazási területek
fűtőolaj-vezetékek
dízelüzemanyag-vezetékek
sűrített levegős rendszerek
rendszerek műszaki gázokhoz (kérjük érdeklődjön)
Gázszerelés
A gázszerelések tervezésekor, kivitelezésekor, módosításakor és üzemeltetésekor figyelembe kell venni a hatályos irányelveket, lásd Szabálygyűjtemények a következő szakaszból: Alkalmazási területek .
A használat a következőkben ismertetett gázszerelésekben lehetséges:
gázszerelések
Alacsony nyomástartomány ≤ 100 hPa (100 mbar)
Közepes nyomástartomány 100 hPa (100 mbar) és 0,5 MPa (5 bar) között
ipari, kereskedelmi és folyamattechnikai rendszerek megfelelő rendelkezésekkel és műszaki szabályozással 0,5 MPa-ig (5 bar)
cseppfolyósgáz-szerelések
cseppfolyósgáz-tartállyal közepes nyomástartományban az 1. fokozat nyomásszabályozója után, cseppfolyósgáz-tartályon > 100 hPa (100 mbar)0,5 MPa (5 bar) értékű megengedett üzemi nyomásig
cseppfolyósgáz-tartállyal alacsony nyomástartományban ≤ 100 hPa (100 mbar), a 2. fokozat nyomásszabályozó szelepe után
cseppfolyósgáz nyomástartó edénnyel (LPG palackok) < 16 kg
kis palack nyomásszabályozó szelep után
cseppfolyósgáz-tartállyal (LPG palack) ≥ 16 kg
nagy palack nyomásszabályozó után
Közegek
A rendszer többek között a következő közegekhez alkalmas:
Hatályos irányelvek, lásd Szabálygyűjtemények a következő szakaszból: Közegek .
gázok
cseppfolyós gázok, csak gáz halmazállapotban, háztartási és ipari alkalmazásokhoz
fűtőolaj
dízel üzemanyag
sűrített levegő (száraz)
Termékleírás
Áttekintés
A csővezetékrendszer vastag falú acélcsövekhez való présidomokból, valamint a megfelelő présszerszámokból áll.
A rendszerkomponensek a következő méretekben érhetők el: D½ (DN15), D¾ (DN20), D1 (DN25), D1¼ (DN32), D1½ (DN40), D2 (DN50).
Csövek
A Megapress G présidomok a következő, varrat nélküli (S) vagy hosszvarratos, hegesztett (W) acélcsövekhez használhatók:
fekete
horganyzott
Az acélcsöveknek, valamint a horganyzásnak meg kell felelniük a hatályos irányelveknek, lásd Szabálygyűjtemények a következő szakaszból: Csövek
INFORMÁCIÓ!
Ha a csövön horganyzás található, úgy a táblázatokban megnevezett maximális külső átmérők nem haladhatók meg.
Csövek áttekintése – Menetvágásra alkalmas csövek
A szabvány különbséget tesz a H nehéz csősorozat és az M közepes csősorozat, ill. az L, L 1 és L 2 csősorozat között. A különböző csősorozatokba és csőtípusokba varrat nélküli és hosszvarratos, hegesztett csövek tartoznak, lásd Szabálygyűjtemények a következő szakaszból: Csövek .
A Megapress G komponensekkel csak az M közepes csősorozat és a H nehéz csősorozat csövei használhatók.
Menetvágásra alkalmas csövek – H nehéz sorozat és M közepes sorozat
Menetméret [col] | Névleges átmérő [DN] | Névleges külső átmérő [mm] | Min. külső átmérő bevonattal [mm] | Max. külső átmérő bevonattal [mm] | Falvastagság, H nehéz sorozat [mm] | Falvastagság, M közepes sorozat [mm] |
|---|---|---|---|---|---|---|
½ | 15 | 21,3 | 21,0 | 21,8 | 3,2 | 2,6 |
¾ | 20 | 26,9 | 26,5 | 27,3 | 3,2 | 2,6 |
1 | 25 | 33,7 | 33,3 | 34,2 | 4,0 | 3,2 |
1¼ | 32 | 42,4 | 42,0 | 42,9 | 4,0 | 3,2 |
1½ | 40 | 48,3 | 47,9 | 48,8 | 4,0 | 3,2 |
2 | 50 | 60,3 | 59,7 | 60,8 | 4,5 | 3,6 |
Csőáttekintés – hegesztésre alkalmas minőségű cső
A szabványok különbséget tesznek az 1-es, a 2-es és a 3-as csősorozat között. A szabványok az 1-es csősorozatú szerelési csövek használatát javasolja, mivel a 2-es és a 3-as csősorozat csövei nem, vagy korlátozottan érhetők el. Az 1-es csősorozatba a varrat nélküli és hosszvarratos, hegesztett csövek tartoznak, lásd Szabálygyűjtemények a következő szakaszból: Csövek .
Hegesztésre alkalmas minőségű cső – 1-es csősorozat
Menetméret [col] | Névleges átmérő [DN] | Névleges külső átmérő [mm] | Min. külső átmérő bevonattal [mm] | Max. külső átmérő bevonattal [mm] | Lehetséges falvastagság a varrat nélküli csövekre vonatkozóan1) [mm] | Lehetséges falvastagság a hosszvarratos, hegesztett csövekre vonatkozóan1) [mm] |
|---|---|---|---|---|---|---|
½ | 15 | 21,3 | 20,8 | 21,8 | 2,0–3,2 | 2,0–3,2 |
¾ | 20 | 26,9 | 26,4 | 27,4 | 2,3–3,2 | 2,0–3,2 |
1 | 25 | 33,7 | 33,2 | 34,2 | 2,6–4,0 | 2,0–4,0 |
1¼ | 32 | 42,4 | 41,9 | 42,9 | 2,6–4,0 | 2,3–4,0 |
1½ | 40 | 48,3 | 47,8 | 48,8 | 2,6–4,0 | 2,3–4,0 |
2 | 50 | 60,3 | 59,7 | 60,9 | 2,9–4,5 | 2,3–4,5 |
1)
| lásd Szabálygyűjtemények a következő szakaszból: Csövek |
Csövek vezetése és rögzítése
A csövek rögzítéséhez csak kloridmentes hangszigetelő betéttel ellátott csőbilincsek használhatók.
Vegye figyelembe a rögzítéstechnika általános érvényű szabályozását:
Gázszerelések esetén lásd: Szabálygyűjtemények a következő szakaszból: Csövek .
Rögzítés csak megfelelő stabilitású alkatrészeken végezhető.
A gázvezetékek nem rögzíthetők más vezetékekre, ill. nem szolgálhatnak más vezetékek tartóiként.
Nem éghető csőbilincsek (pl. fém csőbilincsek) esetén a rendszer hagyományos műanyag dübelekkel rögzíthető.
Gázvezetékek esetén be kell tartani a vízszintesen fektetett vezetékekre vonatkozó rögzítési távolságokat:
Csőbilincsek közötti távolság
D [mm] | Névleges átmérő [col] | Csőbilincsek |
|---|---|---|
21,3 | ½ | 1,50 |
26,9 | ¾ | 2,00 |
33,7 | 1 | 2,25 |
42,4 | 1 ¼ | 2,75 |
48,3 | 1½ | 3,00 |
60,3 | 2 | 3,50 |
Présidomok
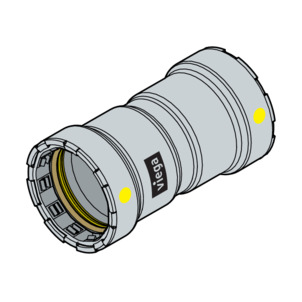
A Megapress G présidomok ötvözetlen acélból (anyag 1.0308) készülnek, és kívül 3–5 µm-es cink-nikkel bevonatuk van. A présidom hornyában egy vágógyűrű, egy elválasztó gyűrű és egy profilos tömítőelem található. A préselés során a vágógyűrű belevág a csőbe, és így erőzáró kötést biztosít.
A szerelés és a későbbi összepréselés során a tömítőelemet az elválasztó gyűrű óvja meg a vágógyűrű által okozott sérülésektől.
SC‑Contur (biztonsági kontúr)
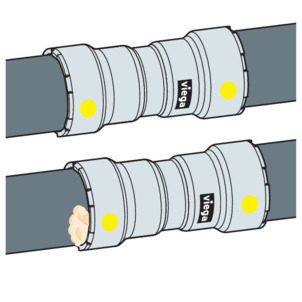
A Viega présidomok SC‑Contur-ral (biztonsági kontúr) rendelkeznek. Az SC‑Contur (bizonsági kontúr) egy, a DVGW által tanúsított biztonságtechnikai megoldás, amely arra szolgál, hogy a présidom préseletlen állapotban biztosan tömörtelen legyen. A véletlenül préselés nélkül maradt kötésekre ezáltal azonnal fény derül a tömörség-ellenőrzés során.
A Viega garantálja, hogy a préselés nélkül maradt kötések láthatóvá válnak a tömörség-ellenőrzés során:
száraz tömörség-ellenőrzés esetén, 22 hPa–0,3 MPa (22 mbar–3,0 bar) értékű nyomástartományban
Szivárgáskereséshez a Viega a speciálisan kifejlesztett Viega szivárgásérzékelő spray-t ajánlja (5300 számú modell). A tömörtelenség azonnal felismerhető a buborékképződésről.
Tömítőelemek
A Megapress G présidomok gyárilag HNBR profiltömítő elemekkel rendelkeznek. A formázott tömítőajkak a csőfelületek enyhe egyenetlenségeit is biztosan letömítik.
Alkalmazás |
|---|
Üzemi hőmérséklet |
Üzemi nyomás |
Gázszerelés | Cseppfolyósgáz-szerelés | Fűtőolaj- és dízel üzemanyag-vezetékek | Sűrített levegő (száraz) |
|---|---|---|---|
-20°C-tól 70°C-ig | -20°C-tól 70°C-ig | ≤ 40 °C | ≤ 60 °C |
≤ 0,5 MPa (5 bar) (MOP 5) ≤ 0,5 MPa (5 bar) (HTB / GT5)1) | ≤ 0,5 MPa (5 bar) (MOP 5) ≤ 0,5 MPa (5 bar) (HTB / GT5)1) | ≤ 0,5 MPa (5 bar) | ≤ 1,6 MPa (16 bar) |
| 1) | Üzemi nyomás HTB követelmény esetén max. 0,5 MPa (5 bar) (GT5) |
Jelölések az alkatrészeken
Jelölések a présidomokon
A présidomok színes ponttal vannak megjelölve. A pont az SC‑Contur (biztonsági kontúr) elemet jelöli, amelynél a vizsgálóközeg a véletlenül préselés nélkül maradt kötés esetén kilép.
A présidomok a következőképpen vannak megjelölve:
sárga pont minden préscsatlakozáson
Viega
sárga téglalap
Gas gázvezetékekhez
MOP5 maximális üzemi nyomás 0,5 MPa (5 bar)
GT/5 üzemi nyomáshoz, fokozott termikus terhelhetőséggel (HTB) szemben támasztott követelmény esetén max. 0,5 MPa (5 bar)
HNBR a gyárilag szerelt HNBR tömítőelemhez
DVGW, SVGW
méret
gyártási tétel

Kezelés
Szállítás
A csövek szállításakor a következőket kell figyelembe venni:
Ne húzza végig a csöveket rakodóperemeken. Ezáltal károsodhat a felületük.
Rögzítse a csöveket a szállítás során. Elcsúszás esetén elgörbülhetnek a csövek.
Ügyeljen a csővégeken található védősapkák épségére. Ezeket csak közvetlenül a szerelés előtt vegye le. A károsodott csővégek többé már nem préselhetők össze.
INFORMÁCIÓ!
Ezenkívül figyelembe kell venni a csőgyártó információit.
Tárolás
A tárolás során figyelembe kell venni a hatályos irányelveket, lásd Szabálygyűjtemények a következő szakaszból: Tárolás :
A komponenseket tiszta és száraz helyen tárolja.
Ne közvetlenül a padlón tárolja a komponenseket.
Biztosítson legalább három alátámasztási pontot a csövek tárolásához.
Lehetőség szerint elkülönítve tárolja az egyes csőméreteket.
Ha az elkülönített tárolás nem lehetséges, a kisebb méretű csöveket a nagyobb méretű csöveken tárolja.
A kontaktkorrózió elkerülése érdekében elkülönítve tárolja a különböző anyagból készült csöveket.
INFORMÁCIÓ!
Ezenkívül figyelembe kell venni a csőgyártó információit.
Szerelési információk
Szerelési tudnivalók
Rendszerkomponensek ellenőrzése
Előfordulhat, hogy a szállítás és a tárolás miatt károsodás érte a rendszerkomponenseket.
Csak sértetlen eredeti alkatrészeket használjon.
Cserélje ki, ne javítsa a sérült elemeket.
A terméket szárazon és tisztán tárolja.
Ellenőrizze a szerelési csövek megfelelő felületminőségét és min. / max. külső átmérőjét.
A besajtolt csőjelölésen nem szabad préselést végezni.
A rendszer alkalmas a szabadban használatos gázkészülékek földbe fektetett csatlakozóvezetékeihez. A földbe fektetett cseppfolyósgáz-vezetékek esetén a présidomok használata nem megengedett.
A gázszereléseknél figyelembe kell venni a hatályos irányelveket, lásd Szabálygyűjtemények a következő szakaszból: Szerelési tudnivalók .
MEGJEGYZÉS!
Az aktív és adott esetben passzív óvintézkedések azért szükségesek, hogy a gázszereléseket meg lehessen óvni az illetéktelenek általi beavatkozásoktól, lásd Szabálygyűjtemények a következő szakaszból: Szerelési tudnivalók .
Alapvetően aktív óvintézkedéseket kell alkalmazni.
Passzív óvintézkedéseket a szereléstől függően kell megválasztani és alkalmazni.
Általános szerelési szabályok gázvezetékek esetén
A gázvezetékek fektetésére többek között a következő feltételek érvényesek:
A gázvezetékeket szabadon, az épületszerkezettől kellő távolságban, az üregek nélküli vakolat alatt vagy jól szellőző csatornákban/aknákban kell fektetni.
> 100 hPa (100 mbar) üzemi nyomású gázvezetékeket ne fektessen a vakolat alá.
A gázvezetékeket úgy kell elrendezni, hogy más vezetékek és alkatrészek nedvessége, valamint a csepegővíz és kondenzvíz ne lehessen hatással rájuk.
Ne fektesse esztrichbe a gázvezetékeket.
Az elzáró berendezéseknek és az oldható kötéseknek könnyen hozzáférhetőnek kell lenniük.
A vakolat alatti szerelésekkel szemben támasztott követelmények:
A vezetékeket feszülésmentesen kell fektetni.
Korrózióvédelmet kell alkalmazni.
Oldható kötések (csavarzatok) nem használhatók.
INFORMÁCIÓ!
Az átmenő, kötésmentes gázvezetékek gázkészülékre vagy gázkonnektorra történő csatlakozás érdekében üreges terekbe (előfalas szerkezetekbe) fektethetők.
Szellőztetés nem szükséges.
A csövek előkészítése
Minden további kezelés nélkül a következő csőfelületek alkalmasak a préskötések létesítésére, amennyiben azok szennyeződésektől vagy sérülésektől mentesek, simák, szorosak és síkszerűek:
MEGJEGYZÉS!
Mindig ellenőrizze a csőfelület minőségét a cső teljes kerületén. Meglévő, fixen beépített csövek esetében a Viega például tükör alkalmazását javasolja, hogy a cső teljes kerületén ellenőrizni lehessen a felület minőségét.

fekete, bevonat nélküli csövek
horganyzott csövek, a horganyzással kapcsolatban lásd Szabványok és szabálygyűjtemények (max. külső átmérő a következő fejezet szerint: Csövek ).
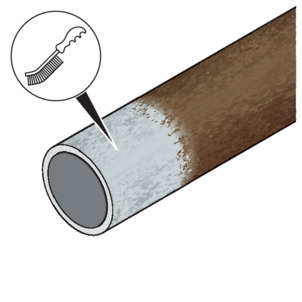
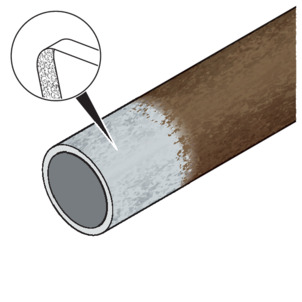
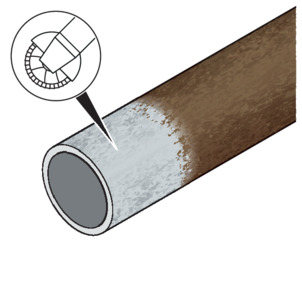
A préskötés területén a csőfelületek megmunkálásra szorulnak, amennyiben azokat a következő tulajdonságok jellemzik:
felvitt festékrétegek (kézzel vagy ipari módon)
A maximális külső átmérő túllépése a felvitt bevonat miatt Csövek

Kitüremkedések, sérülések, barázdák, korrózió vagy tapadó, laza szerkezetű anyagok

MEGJEGYZÉS!
Tömörtelen préskötés
A besajtolt csőjelölés összepréselése tömítetlenséghez vezethet.
Ne préselje össze a besajtolt csőjelölést.
A megmunkálásra alkalmas szerszámok például a következők:
-
Drótkefe
-
Tisztítószövet vagy csiszolópapír (szemcseméret > 80)
-
Sarokcsiszoló fogazott koronggal
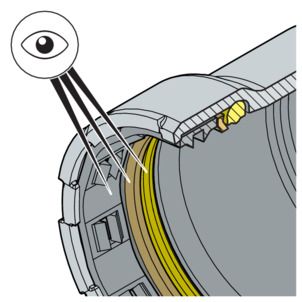
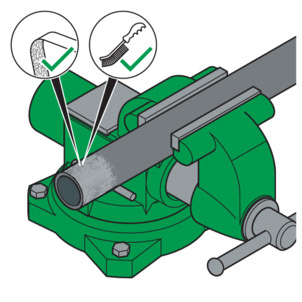
A kezelést követően a csőfelület minőségének a következő képen látható minőségnek kell megfelelnie:
MEGJEGYZÉS!
Mindig ellenőrizze a csőfelület minőségét a cső teljes kerületén. Meglévő, fixen beépített csövek esetében a Viega például tükör alkalmazását javasolja, hogy a cső teljes kerületén ellenőrizni lehessen a felület minőségét.

Be kell tartani a szerelőcsőre megadott minimális külső átmérőt, lásd Csövek .
A teljes korrózióvédelmet igénylő berendezésekben az összepréselés után szabadon álló, előzőleg megmunkált csőfelületeket utólag megfelelő korrózióvédelemmel kell ellátni.
Potenciálkiegyenlítés
VESZÉLY!
Áramütés veszélye
Az áramütés égési sérülésekhez és súlyos sérülésekhez vagy akár halálhoz is vezethet.
Mivel minden fémes csővezetékrendszer elektromosan vezető, így egy hálózati feszültséget vezető komponenssel való véletlenszerű érintkezés ahhoz vezet, hogy a teljes csővezetékrendszer és a csatlakoztatott fémes komponensek (pl. fűtőtestek) feszültség alá kerülnek.
Az elektromos rendszeren munkákat csak szakképzett villanyszerelő végezhet. .
A fém csővezetékrendszereket mindig kösse be a potenciálkiegyenlítésbe.
INFORMÁCIÓ!
Az elektromos rendszer kivitelezője felelős azért, hogy a potenciálkiegyenlítés ellenőrizve, ill. biztosítva legyen.
Helyigény és távolságok
A hegesztési varratoktól és a hajlítási pontoktól mért minimális távolság 3 x D, azonban min. 100 mm.
Csővezetékek között végzett préselés
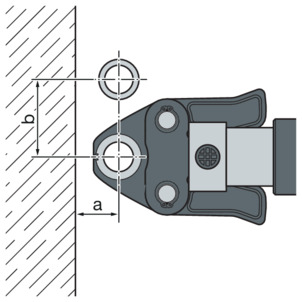
Helyigény 2-es típus (PT2), PT3-EH, PT3-AH, Pressgun 4B, 4E, 5, 6, 6 B
D |
|---|
a [mm] |
b [mm] |
½ | ¾ | 1 |
|---|---|---|
30 | 35 | 45 |
70 | 80 | 95 |
Helyigény Picco, Pressgun Picco, Pressgun Picco 6, Pressgun Picco 6 Plus
D |
|---|
a [mm] |
b [mm] |
½ | ¾ |
|---|---|
30 | 35 |
70 | 80 |
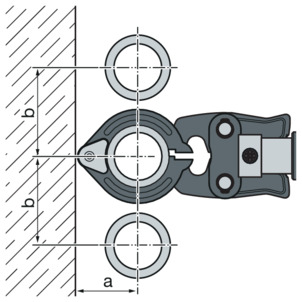
Helyigény, présgyűrűk D½–2
D |
|---|
a [mm] |
b [mm] |
½ | ¾ | 1 | 1¼ | 1½ | 2 |
|---|---|---|---|---|---|
60 | 75 | 75 | 95 | 105 | 105 |
75 | 85 | 100 | 125 | 135 | 140 |
Cső és fal között végzett préselés
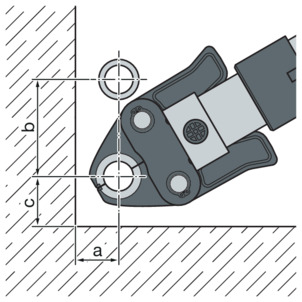
Helyigény PT1, 2-es típus (PT2), PT3-EH, PT3-AH, Pressgun 4B, 4E, 5, 6, 6 B
D |
|---|
a [mm] |
b [mm] |
c [mm] |
½ | ¾ | 1 |
|---|---|---|
35 | 40 | 50 |
80 | 90 | 105 |
50 | 55 | 65 |
Helyigény Picco, Pressgun Picco, Pressgun Picco 6, Pressgun Picco 6 Plus
D |
|---|
a [mm] |
b [mm] |
c [mm] |
½ | ¾ |
|---|---|
60 | 65 |
75 | 85 |
80 | 80 |
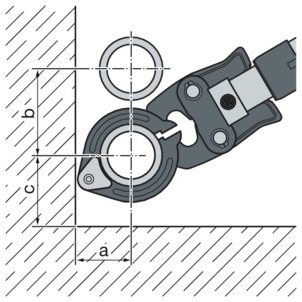
Helyigény, présgyűrűk D½–2
D |
|---|
a [mm] |
b [mm] |
c [mm] |
½ | ¾ | 1 | 1¼ | 1½ | 2 |
|---|---|---|---|---|---|
60 | 75 | 75 | 95 | 105 | 105 |
75 | 85 | 100 | 125 | 135 | 140 |
80 | 80 | 80 | 80 | 80 | 80 |
Faltávolság
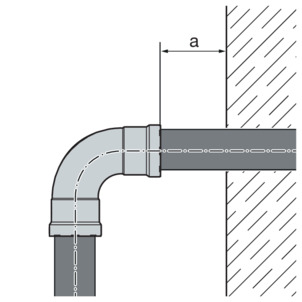
Minimális távolságD½–1 méretű préspofák esetén
Présgép |
|---|
2-es típus (PT2) |
PT3-EH típus |
PT3-AH típus |
Pressgun 4E / 4B |
Pressgun 5 |
Pressgun 6 / 6 B |
Picco / Pressgun Picco |
Pressgun Picco 6 / Pressgun Picco 6 Plus |
amin [mm] |
|---|
50 |
50 |
Minimális távolság D ½–2 méretű présgyűrűk esetén
Présgép |
|---|
2-es típus (PT2) |
PT3-EH típus |
PT3-AH típus |
Pressgun 4E / 4B |
Pressgun 5 |
Pressgun 6 / 6 B |
Picco / Pressgun Picco |
Pressgun Picco 6 / Pressgun Picco 6 Plus |
amin [mm] |
|---|
20 |
20 |
Préselések közötti távolság
MEGJEGYZÉS!
Túl rövid csövek okozta tömörtelen préskötések!
Ha két présidomot kell közvetlenül egymás mellé helyezni egy csövön, úgy ebben az esetben a cső nem lehet túl rövid. Ha a cső az összepréselés során nem ér el a présidomban az előirányzott bedugási mélységig, úgy a kötés tömítetlenné válhat.
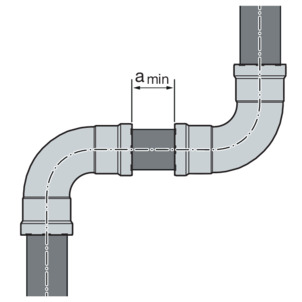
Minimális távolság D ½–1 méretű préspofák esetén
D [col] |
|---|
½ |
¾ |
1 |
amin [mm] |
|---|
5 |
Minimális távolság D ½–2 méretű présgyűrűk esetén
D [col] |
|---|
½ |
¾ |
1 |
1¼ |
1½ |
2 |
amin [mm] |
|---|
15 |
Z méretek (befoglaló méretek)
A befoglaló méreteket az online katalógus megfelelő termékoldalán találja meg.
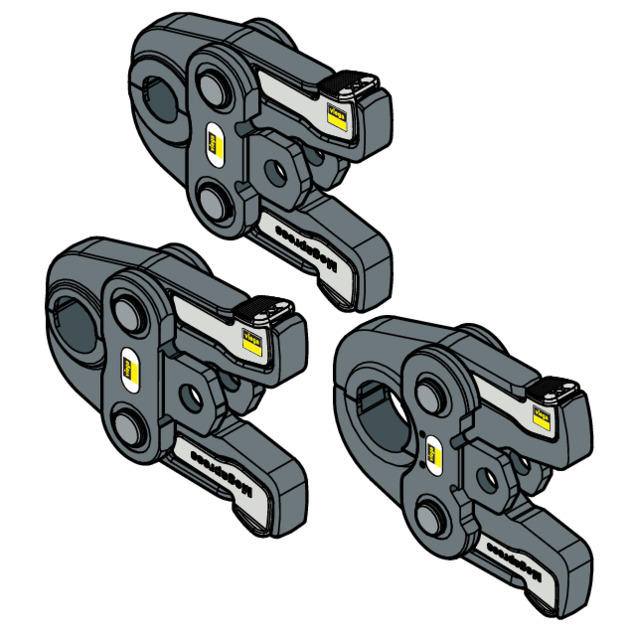
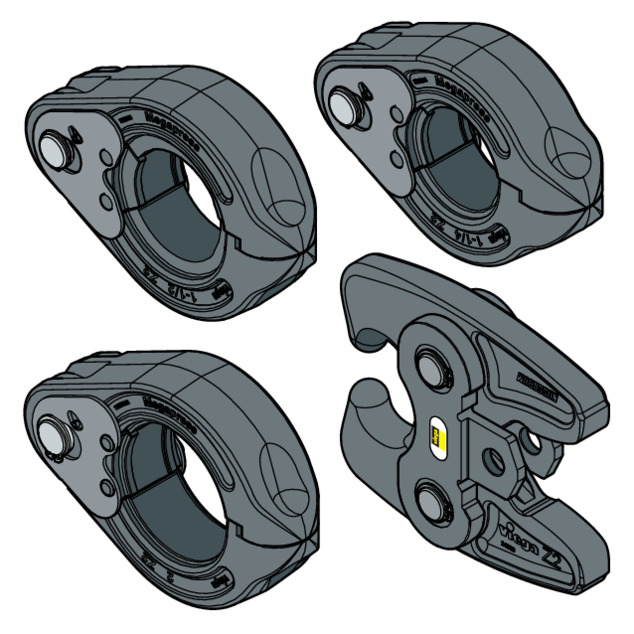
Szükséges szerszám
MEGJEGYZÉS!
A Megapress G présidomok csak Megapress présgyűrűkkel és préspofákkal préselhetők össze. A Viega fémes Profipress, Sanpress, Sanpress Inox és Prestabo présidomrendszereinek présgyűrűi és préspofái nem használhatók.
A présgépek és a préspofák kombinálhatósága
Présgépek | Préspofák | Présgyűrűk | Készlet |
|---|---|---|---|
2-es típus (PT2) PT3 EH / AH Pressgun 4E / 4B Pressgun 5 Pressgun 6 / 6 B / 6 Plus | DN10–DN25 4299.9 sz. modell | DN15 4296.1 sz. modell, Z1 csuklós behúzópofával 2296.2 sz. modell | DN15–DN25 préspofák, DN32–DN50 présgyűrűk, Z2 csuklós behúzópofa 4299.61 sz. modell |
DN32–DN50 4296.1 sz. modell, Z2 csuklós behúzópofával 2296.2 sz. modell | |||
2-es típus (PT2) PT3 EH Pressgun 4E / 4B Pressgun 5 Pressgun 6 Plus | — | DN65–DN100 4296.1XL sz. modell, Pressgun Press Boosterrel 4296.4XL sz. modell | DN65 présgyűrű és Pressgun Press Booster 4296.2XL sz. modell |
DN80 és DN100 présgyűrűk 4296.5XL sz. modell | |||
Picco Pressgun Picco Pressgun Picco 6 / 6 Plus | DN10 és DN15 4284.9 sz. modell | DN15 4296.1 sz. modell, P1 csuklós behúzópofával 2496.1 sz. modell | — |
A préskötés létesítéséhez a következő szerszámok szükségesek:
csővágó vagy finomfogazású fémfűrész
vagy sarokcsiszoló
vagy billenthető körfűrész lassú vágási sebességgel
sorjátlanító vagy félkörös reszelő és színes filctoll a megjelöléshez
présgép állandó préserővel
csőátmérőhöz megfelelő préspofa (D½–1) vagy présgyűrű(D½–2), hozzá tartozó csuklós behúzópofával és megfelelő profillal
INFORMÁCIÓ!
A préseléshez Viega rendszerszerszámok használatát javasolja a Viega.
A Viega rendszerprésszerszámok kifejezetten a Viega présidomrendszerek megmunkálásához lettek kifejlesztve, és annak megfelelőek.
Szerelés
Tömítőelemek megengedett cseréje
MEGJEGYZÉS!
A présidomokban található tömítőelemek az anyagspecifikus tulajdonságaik révén összhangban vannak a csővezetékrendszerek mindenkori közegeivel, ill. alkalmazási területeivel és tanúsítványaik is rendszerint csak ezekre terjed ki.
A tömítőelem cseréje alapvetően megengedett. A tömítőelemet az előirányzott használati célnak megfelelő, rendeltetésszerű pótalkatrészre kell lecserélni Tömítőelemek . Egyéb tömítőelemek használata nem megengedett.
Ha a présidomban található profiltömítés egyértelműen megsérült, úgy azonos anyagú Viega pótprofiltömítésre kell cserélni.
Tömítőelem cseréje
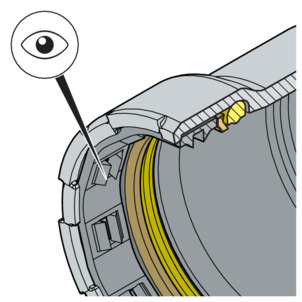
VIGYÁZAT!
Éles élek okozta sérülésveszély
A tömítőelem felett egy éles vágógyűrű (lásd nyíl) található. A tömítőelem cseréjekor fennáll a vágási sérülés veszélye.
Ne nyúljon puszta kézzel a présidomba.
Tömítőelem eltávolítása
INFORMÁCIÓ!
A tömítőelem eltávolítása során ne használjon olyan hegyes vagy éles tárgyakat, amelyek károsíthatják a tömítőelemet vagy a hornyot.
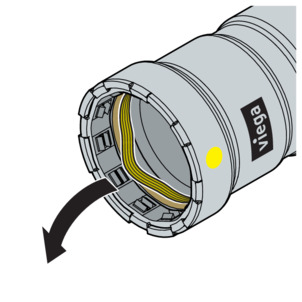
-
Távolítsa el a tömítőelemet a horonyból. Óvatosan járjon el, nehogy megsérüljön a tömítőelem üléke.
Tömítőelem behelyezése
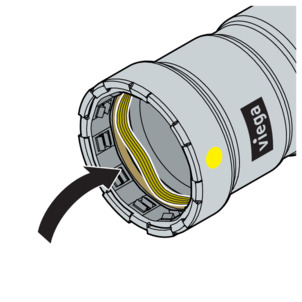
-
Helyezzen egy új, sérülésmentes tömítőelemet a horonyba.
Ügyeljen arra, nehogy a vágógyűrű megsértse a tömítőelemet.
-
Győződjön meg róla, hogy a tömítőelem teljes terjedelmében a horonyban található.
A présidomban a megfelelő tömítőelem található.
HNBR = sárga
A tömítőelem, az elválasztó gyűrű és a vágógyűrű sérülésmentes.
A tömítőelem, az elválasztó gyűrű és a vágógyűrű teljes terjedelmében a horonyban található.
A csövek méretre vágása
MEGJEGYZÉS!
Sérült anyag okozta tömörtelen préskötések!
A sérült csövek vagy tömítőelemek hatására a préskötések tömörtelenné válhatnak.
A csövek és a tömítőelemek sérüléseinek elkerülése érdekében vegye figyelembe a következő értesítéseket:
A méretre vágáshoz ne használjon lángvágót.
Ne használjon zsírokat és olajokat (úgymint vágóolaj).
Információkat a szerszámokról lásd még Szükséges szerszám .
-
Csővágó, sarokcsiszoló vagy finomfogazású fémfűrész segítségével vágja le a csövet lehetőleg derékszögben, hogy biztosítsa a cső teljes és egyenletes behelyezési mélységét. Ne használjon lángvágót.
Ennek során kerülje a rovátkák keletkezését a cső felületén.
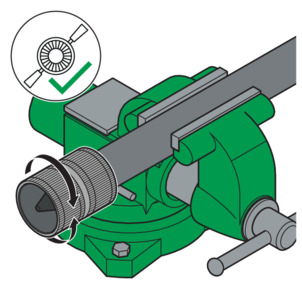
Csövek sorjátlanítása
A méretre vágást követően a csővégek belül és kívül alapos sorjátlanításra szorulnak.
A sorjátlanítás révén elkerülhető a tömítőelem sérülése vagy a présidom ferde helyzete a szerelés során. A Viega sorjátlanító használatát javasolja.
≤ D1½ (modellszám: 2292.2)
D2 (modellszám: 2292.4XL)
MEGJEGYZÉS!
Helytelen szerszám okozta károsodás!
A sorjátlanításhoz ne használjon csiszolókorongot vagy hasonló szerszámot. Ezek megsérthetik a csöveket.
-
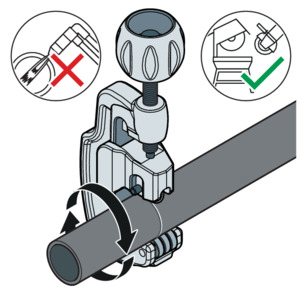
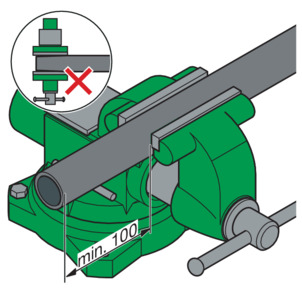
Fogja be a csövet a csavaros satuba.
-
A befogásnál tartson legalább 100 mm távolságot (a) a cső végétől.
A csővégek nem görbülhetnek el, ill. nem sérülhetnek.
-
Sorjátlanítsa a csövet kívül-belül.
Idom préselése
-
Távolítsa el drótkefével, tisztító flízzel vagy csiszolópapírral a laza szerkezetű szennyeződéseket és rozsdát a préselés területéről.
Előfeltételek:
A csővég nincs elgörbülve vagy megsérülve.
A cső sorjátlanítva van.
A présidomban a megfelelő tömítőelem található.
HNBR = sárga
A tömítőelem, az elválasztó gyűrű és a vágógyűrű sérülésmentes.
A tömítőelem, az elválasztó gyűrű és a vágógyűrű teljes terjedelmében a horonyban található.
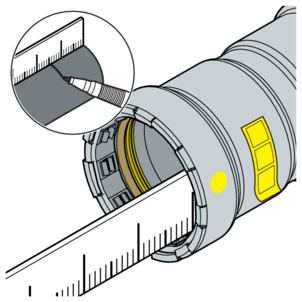
-
Mérje meg és jelölje meg a bedugási mélységet.
D [col]
Bedugási mélység [mm]
½
27
¾
29
1
34
1¼
46
1½
48
2
50
-
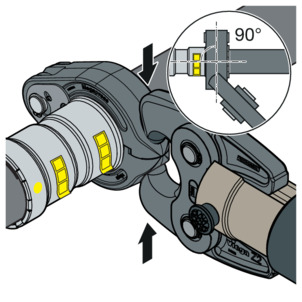
Tolja fel a présidomot a csőre, a jelölt bedugási mélységig. Ügyeljen a présidom egyenes helyzetére.
Összepréselés préspofával, D ≤ 1 esetén
-
Helyezze a préspofát (D ≤ 1) a présgépbe, majd tolja be kattanásig a tartócsapot.
MEGJEGYZÉS!Ne préselje a préskötéseket kényszerhelyzetben vagy feszültség alatt. Ha van ilyen, a menetes, karimás vagy csavaros csatlakozást mindig szilárdan rögzítse a préselési folyamat előtt.
INFORMÁCIÓ!Vegye figyelembe a présszerszám utasítását!
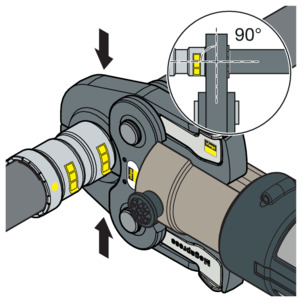
-
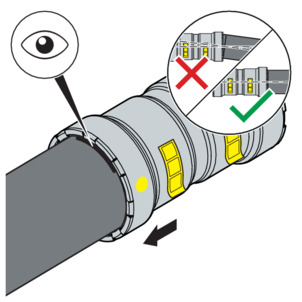
Nyissa ki a préspofát, és derékszögben helyezze rá a présidomra.
-
Ellenőrizze a bedugási mélységet a jelölés alapján.
-
Ellenőrizze, hogy a préspofa középpontosan helyezkedik-e el a présidom hornyán.
-
Végezze el a préselési eljárást.
-
Nyissa szét, majd távolítsa el a préspofát.
-
Távolítsa el az ellenőrző matricát.
-
A kötés összepréseltként van jelölve.
Préselés présgyűrűkkel, D⅜–2 esetén
-
Helyezze a csuklós behúzópofát a présgépre, majd tolja be kattanásig a tartócsapot.
MEGJEGYZÉS!Ne préselje a préskötéseket kényszerhelyzetben vagy feszültség alatt. Ha van ilyen, a menetes, karimás vagy csavaros csatlakozást mindig szilárdan rögzítse a préselési folyamat előtt.
INFORMÁCIÓ!Vegye figyelembe a présszerszám utasítását!
-
Helyezze a présgyűrűt a présidomra. A présgyűrűnek teljesen el kell takarnia a présidom külső gyűrűjét.
-
Akassza be a csuklós behúzópofát a présgyűrű felfogóiba.
-
Ellenőrizze a bedugási mélységet a jelölés alapján.
-
Győződjön meg róla, hogy a présgyűrű középpontosan helyezkedik-e el a présidom hornyán.
-
Végezze el a préselési eljárást.
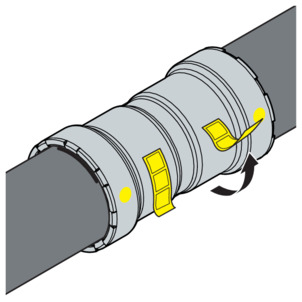
-
Nyissa szét a csuklós behúzópofát, majd távolítsa el a présgyűrűt.
-
Távolítsa el az ellenőrző matricát.
-
A kötés összepréseltként van jelölve.
Karimás kötések
A bemutatott présidomrendszerekben 1¼–2 col méretű karimás kötések lehetségesek.
A karimás kötések szerelését csak szakképzett személyzet végezheti. Személyzet képesítése karimás kötések szerelésére pl. a hatályos irányelvekkel összhangban történhet, lásd: Szabályzatok a következő szakaszból: Karimás kötések elkészítése .
A (dolgozók/szakszemélyzet) képesítéssel záruló szakmai képzése során a karimás kötések szakszerű szerelésével kapcsolatos megfelelő képzési idő, valamint a sikeres, rendszeres alkalmazása elegendő igazolásnak számít.
Megfelelő szakirányú képesítéssel (pl. üzemeltető személyzet) nem rendelkező, egyéb olyan felhasználók számára, akiknek karimás kötéseket szerelnek, elméleti és gyakorlati képzési programok révén biztosítani kell a szakismeretet, és ezt dokumentáli kell.
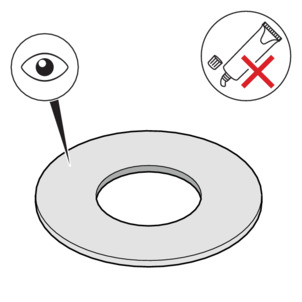
Alátétek
Az edzett alátétek alkalmazásának előnyei a következők:
Meghatározott súrlódási felület szerelés során.
Meghatározott érdesség a számítás során és ezáltal a meghúzási nyomaték szórásának csökkenése, amivel matematikailag nagyobb, a hatlapfejű csavarra ható erő érhető el.
Karimatípusok
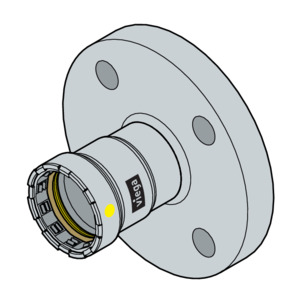
Fix karima
1.0308 acél külső galvanikus cink-nikkel bevonattal
Megapress G préscsatlakozás
4659.5 modellszámú modell: ½ – 2 hüvelyk
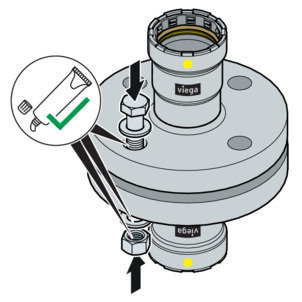
Karimás kötés elkészítése
INFORMÁCIÓ!
Először mindig a karimás kötést, majd a préskötést készítse el.
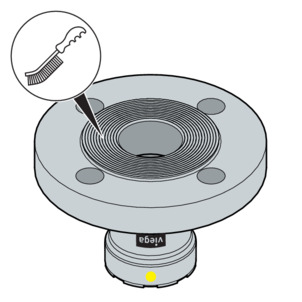
-
Szerelés előtt szükség esetén távolítsa el maradványmentesen a karima tömítőfelületén lévő átmeneti bevonatokat, ehhez használjon tisztítószert és erre alkalmas drótkefét.
MEGJEGYZÉS!A tömítések kicserélésekor ügyeljen arra, hogy teljesen el legyenek távolítva a régi tömítések a karima tömítőfelületéről anélkül, hogy azok megsérülnének.
-
Ügyeljen arra, hogy a karima tömítőfelületei tiszták, sérülésmentesek és egyenletesek legyenek. Különösen radiálisan futó felületi sérülések, például rovátkák vagy ütéshelyek nem fordulhatnak elő.
-
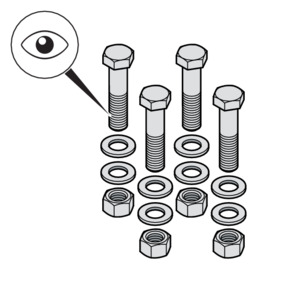
A hatlapfejű csavaroknak, az anyáknak és az alátéteknek tisztáknak és sértetleneknek kell lenniük, továbbá meg kell felelniük a hatlapfejű csavar minimális hosszára és a szilárdsági osztályra vonatkozó előírásoknak, lásd Szükséges meghúzási nyomatékok .
-
A hatlapfejű csavaroknak és az anyáknak tisztának, sértetlennek kell lenniük.
INFORMÁCIÓ!A Viega a hatlapfejű csavarokból, anyákból és alátétekből álló szerelőkészlet (2259.7 sz. modell) használatát ajánlja.
-
A leszerelésnél kiszerelt hatlapfejű csavarokat, anyákat és alátéteket sérülés esetén cserélje ki újakra.
-
A tömítésnek tisztának, károsodástól mentesnek és száraznak kell lennie. Tömítésekhez ne használjon rögzítőszert és szerelőpasztát.
INFORMÁCIÓ!A Viega a 2259.9 modellszámú AFM 34/2 tömítés használatát ajánlja.
-
A használt tömítéseket ne használja újra.
-
Ne használjon megtört, vagy töredezett tömítéseket, mivel biztonsági kockázatot jelentenek.
-
Győződjön meg arról, hogy a tömítések hibáktól és hiányosságoktól mentesek, és teljesülnek a gyártói előírások.
-
Kenje a következő karimaelemeket arra alkalmas kenőanyaggal:
a hatlapfejű csavarok menete
alátét
anya felfekvőfelülete
MEGJEGYZÉS!Vegye figyelembe a kenőanyag felhasználási területére és hőmérséklet-tartományára vonatkozó gyártói információkat.
Tömítőelem beépítése és központosítása
A karimás kötések helyes szerelése feltételezi a párhuzamos, egy vonalba eső középeltolás nélküli karimalapokat, amelyek sérülés nélkül teszik lehetővé a tömítőelem helyes pozíciónak megfelelő beépítését.
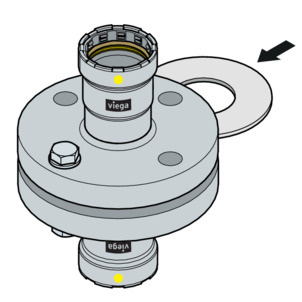
-
A tömítőfelületeket annyira szét kell nyomni, hogy a tömítést erőkifejtés nélkül és sérülésmentesen be lehessen helyezni.
Nem kell foglalkozni a hatlapfejű csavarok meghúzása előtti elállással (a tömítőfelületek nem párhuzamosak), ha nincs túllépve a megengedett elállás.
DN | Megengedett elállás a–b [mm] |
|---|---|
15–25 | 0,4 |
32–50 | 0,6 |
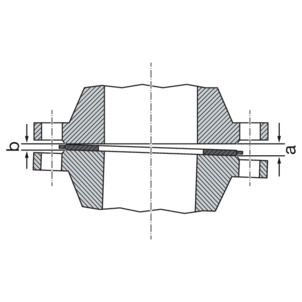
-
Szüntesse meg az elállást az elálló oldal (a) felől.
-
Kétség esetén tömítés behelyezése nélkül alkalmazza a karimát a hatlapfejű csavarok meghúzásával, hogy a tömítőfelületek párhuzamosak legyenek és távolságuk a névleges meghúzási nyomaték kb. 10%-a legyen.
-
Az elállás nem megengedett, ha a karimapozíció nagy erőkifejtés nélkül nem érhető el.
A hatlapfejű csavarok meghúzásának módszere
A hatlapfejű csavarok és anyák meghúzásának sorrendje jelentős hatással van a tömítésre ható erőeloszlásra (felületi nyomás). A nem megfelelő meghúzás az előfeszítő erők magas szórásához és a szükséges minimális karimanyomás el nem éréséhez vagy tömörtelenséghez vezethet.
Az anya meghúzását követően legalább kettő, legfeljebb öt csavarmenetnek túl kell nyúlnia a hatlapfejű csavar végén.
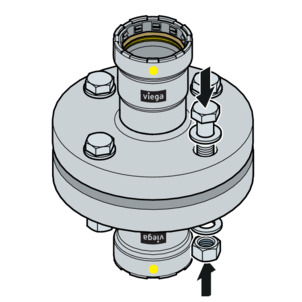
-
Szerelje elő a hatlapfejű csavarokat kézzel, ennek során ügyeljen a következőkre:
Úgy szerelje be a hatlapfejű csavarokat, hogy minden hatlapfejűcsavar-fej a karima egyik oldalán legyen.
Horizontálisan elrendezett karimák esetén a hatlapfejű csavarokat felülről helyezze be.
A nehezen járó hatlapfejű csavarokat cserélje könnyen járókra.
-
Több meghúzószerszám egyidejű használata lehetséges.
Meghúzási sorrend
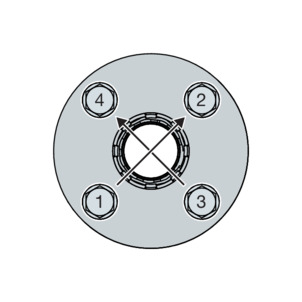
-
Húzza meg a hatlapfejű csavarokat keresztben az előírt meghúzási nyomaték 30%-ával.
-
Húzza meg a hatlapfejű csavarokat az 1. lépésben leírtak szerint az előírt meghúzási nyomaték 60%-ával.
-
Húzza meg a hatlapfejű csavarokat az 1. lépésben leírtak szerint az előírt meghúzási nyomaték 100%-ával.
-
Húzzon meg még egyszer minden hatlapfejű csavart az előírt teljes meghúzási nyomatékkal. Ismételje meg a folyamatot addig, amíg az anyákat a teljes meghúzási nyomaték alkalmazásakor már nem lehet tovább csavarni.
Szükséges meghúzási nyomatékok
Meghúzási nyomatékok Megapress G karimás átmeneti idom
Modell | DN | Cikkszám | Menet | Min. szükséges meghúzási nyomaték [Nm] | Max. megengedett meghúzási nyomaték [Nm] | Hatlapfejű csavar hossza [mm] | Szilárdsági osztály |
|---|---|---|---|---|---|---|---|
4659.5 | 15 | 740 0091 | M12 | 27 | 82 | 65 | 8.8 |
20 | 740 0161 | 41 | 82 | ||||
25 | 740 0231 | 54 | 82 | ||||
32 | 740 0302 | M16 | 78 | 202 | 70 | ||
40 | 740 0472 | 90 | 202 | ||||
50 | 740 0542 | 102 | 202 |
1
| A
494056
cikkszámú szerelőkészlettel való használathoz |
2
| A
494063
cikkszámú szerelőkészlettel való használathoz |
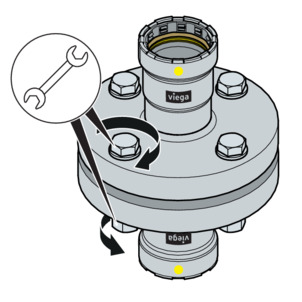
Karimás kötés oldása
Egy meglévő karimás kötés leszerelése előtt szerezze be az illetékes üzem engedélyét és munkaengedélyét, és ennek során ügyeljen a következőkre:
Az adott berendezés szakaszának nyomásmentesnek és teljesen átöblítettnek kell lennie.
A karimás csatlakozás meglazítása előtt biztosítsa a külön nem rögzített beépített vagy kiegészítő részeket. Ez érvényes a rögzítőrendszerekre is, például a rugós akasztókra és támasztókra.
A hatlapfejű csavarok, illetve anyák meglazítását a testtől távolabb eső oldalon kezdje, a fennmaradó hatlapfejű csavarokat kissé lazítsa meg és csak akkor szerelje le teljesen, ha biztosított, hogy a csővezetékrendszerből nem fenyeget veszélyt. Ha a csővezeték feszültség alatt áll, fennáll a csővezeték kilengésének veszélye.
A hatlapfejű csavarokat, ill. anyákat átlóban lazítsa meg legalább két lépésben.
Zárja le a vezetékek végét vaklezáróval.
A leszerelt csővezetékeket csak zárt állapotban szállítsa.
A tömítések kicserélésekor ügyeljen arra, hogy teljesen el legyenek távolítva a régi tömítések a karima tömítőfelületéről anélkül, hogy azok megsérülnének.
Tömörség-ellenőrzés
Az üzembe helyezést megelőzően a szerelőnek tömörség-ellenőrzést kell végeznie.
Ezt a vizsgálatot kész, de el nem takart rendszeren kell elvégezni.
Ennek az ellenőrzésnek a végrehajtásához kizárólag megfelelő, bevizsgált és engedélyezett készülékeket használjon.
Figyelembe kell venni a hatályos irányelveket, lásd Szabálygyűjtemények a következő szakaszból: Tömörség-ellenőrzés .
Az eredményt dokumentálni kell.
MEGJEGYZÉS!
A tömörtelen préskötés többszöri, illetve utánpréselése nem megengedett.
Karbantartás
A gázszereléseket évente egy alkalommal szemrevételezés alá kell vetni, pl. az üzemeltető által.
A használatra való alkalmasságot és a tömítettséget tizenkét évente felül kell vizsgáltatni egy szerződéses vállalkozóval.
Az üzembiztos állapot biztosítása és betartása érdekében a gázszereléseket rendeltetésszerűen kell üzemeltetni és karbantartani, lásd: Szabványok és szabálygyűjtemények .
Ártalmatlanítás
A terméket és a csomagolást a mindenkori anyagcsoportok (pl. papír, fém, műanyag, nemvasfémek) szerint kell szétválogatni és a hatályos országos jogalkotás értelmében ártalmatlanítani.