Profipress G
Informations produit
Profipress G
Système de raccords à sertir en cuivre pour tubes en cuivre
| Année de fabrication (à partir de): | 01-01-98 |
Ce document est soumis aux droits d'auteur. Vous trouverez des informations complémentaires sur viega.com/legal .
Groupes cibles
Les informations de cette notice s'adressent aux groupes de personnes suivants :
Installateurs
Les installations au gaz liquide ne peuvent être construites, entretenues ou modifiées que par des entreprises spécialisées qui disposent des compétences et de l'expérience requises en la matière.
Les personnes qui ne disposent pas de la formation ou qualification indiquée ci-dessus ne sont pas habilitées au montage, à l'installation et, le cas échéant, à la maintenance de ce produit. Cette restriction ne s'applique pas aux éventuelles remarques concernant l'utilisation.
Le montage des produits Viega doit être effectué dans le respect des règles techniques généralement reconnues et des notices d'utilisation Viega.
Identification des remarques
Les textes d'avertissement et de remarque sont en retrait par rapport au reste du texte et identifiés de manière spécifique par des pictogrammes.

DANGER !
Avertit d'éventuelles blessures mortelles.

AVERTISSEMENT !
Avertit d'éventuelles blessures graves.

ATTENTION !
Avertit d'éventuelles blessures.
REMARQUE !
Avertit d'éventuels dommages matériels.
INFORMATION !
Précisions et conseils supplémentaires.
Précision à propos de cette version linguistique
La présente notice d'utilisation contient des informations importantes sur le choix du produit ou du système, le montage et la mise en service ainsi que sur l'utilisation conforme et, si nécessaire, sur les mesures de maintenance. Ces informations sur les produits, leurs caractéristiques et techniques d'application sont basées sur les normes actuellement en vigueur en Europe (par ex. EN) et/ou en Allemagne (par ex. DIN/DVGW).
Certains passages du texte peuvent faire référence à des dispositions techniques en Europe/Allemagne. Ces prescriptions s'appliquent comme recommandations pour d'autres pays dans la mesure où il n'y existe pas d'exigences nationales correspondantes. Les lois, standards, dispositions, normes nationaux pertinents et autres dispositions techniques prévalent sur les directives allemandes/européennes spécifiées dans cette notice : les informations fournies ici ne sont pas obligatoires pour d'autres pays et zones mais elles devraient, comme indiqué plus haut, être considérées comme aide.
Normes et réglementations
Les normes et réglementations mentionnées ci-dessous sont valables pour l'Allemagne ou bien l'Europe. Vous trouverez les réglementations nationales sur le site web respectif du pays sous :
En français : viega.be/normes
En flamand : viega.be/normen
Réglementations de la section : Domaines d'application
Domaine de validité/remarques | Réglementation valable en Allemagne |
|---|---|
Planification, réalisation, modification et service des installations gaz | DVGW-TRGI 2018 |
Installations gaz pour les installations industrielles, commerciales et de génie | DVGW-Arbeitsblatt G 5614 |
Installations gaz pour les installations industrielles, commerciales et de génie | DVGW-Arbeitsblatt G 462 |
Installations gaz pour les installations industrielles, commerciales et de génie | DVGW-Arbeitsblatt G 459‑1 |
Installations gaz pour les installations industrielles, commerciales et de génie | DVGW-Fachinformation Nr. 10 |
Planification, réalisation, modification et service des installations au gaz liquide | DVFG-TRF 2021 |
Réglementations du paragraphe : Fluides
Domaine de validité/remarques | Réglementation valable en Allemagne |
|---|---|
Adéquation pour les gaz Gaz liquide dans la phase gazeuse | DVGW-Arbeitsblatt G 260 |
Adéquation pour le fioul | DIN 51603‑1 |
Adéquation pour le carburant diesel | DIN EN 590 |
Réglementations du paragraphe : Tubes
Domaine de validité/remarques | Réglementation valable en Allemagne |
|---|---|
Règles de technique de fixation pour installations gaz | DVGW-TRGI 2018, point 5.3.7 |
Règles de technique de fixation pour installations gaz | DVFG-TRF 2021, point 7.3.6 |
Homologation des raccords à sertir pour l'utilisation avec des tubes en cuivre | DVGW G 5614 |
Homologation des raccords à sertir pour l'utilisation avec des tubes en cuivre | DIN EN 1057 |
Homologation des raccords à sertir pour l'utilisation avec des tubes en cuivre | DVGW-Arbeitsblatt GW 392 |
Réglementations du paragraphe : Corrosion
Domaine de validité/remarques | Réglementation valable en Allemagne |
|---|---|
Protection contre la corrosion (ultérieure) pour une installation souterraine | DIN 30672 |
Protection contre la corrosion pour les conduites extérieures | DVGW-TRGI 2018, point 5.2.7.1 |
Protection contre la corrosion pour les conduites intérieures | DVGW-TRGI 2018, point 5.2.7.2 |
Protection contre la corrosion pour les conduites extérieures | DVFG-TRF 2021, point 7.2.7.1 |
Protection contre la corrosion pour les conduites intérieures | DVFG-TRF 2021, point 7.2.7.2 |
Conduites découvertes dans les évidements au sein des planchers bruts ou de la couche d'égalisation | DVGW-TRGI 2018, point 5.3.7.8.4 |
Réglementations du paragraphe : Stockage
Domaine de validité/remarques | Réglementation valable en Allemagne |
|---|---|
Exigences pour le stockage des matériels | DIN EN 806‑4, chapitre 4.2 |
Réglementations du paragraphe : Consignes de montage
Domaine de validité/remarques | Réglementation valable en Allemagne |
|---|---|
Règles de montage générales pour installations gaz | DVGW-TRGI 2018, point 5.3.7 |
Règles de montage générales pour installations gaz | DVFG-TRF 2021, point 7.3.6 |
Règlementation de la section : réalisation de raccords à bride
Domaine de validité/remarques | Réglementation valable en Allemagne |
|---|---|
Qualification du personnel pour le montage des raccords à bride | VDI-Richtlinie 2290 |
Détermination des couples de serrage | DIN EN 1591‑1 |
Réglementations du paragraphe : Contrôle d'étanchéité
Domaine de validité/remarques | Réglementation valable en Allemagne |
|---|---|
Contrôle d'étanchéité pour installations gaz | DVGW-TRGI 2018, point 5.6 |
Contrôle et première mise en service d'une installation au gaz liquide | DVFG-TRF 2021, point 8 |
Réglementations du paragraphe : Maintenance
Domaine de validité/remarques | Réglementation valable en Allemagne |
|---|---|
Garantie et respect de l'état fiable des installations gaz | DVGW-TRGI 2018, annexe 5c |
Utilisation conforme
INFORMATION !
Concernant l'utilisation du système pour des domaines d'application et des fluides différents de ceux décrits, veuillez consulter Viega.
Domaines d'application
L'utilisation est entre autres possible dans les domaines suivants :
Pour les installations gaz, voir Réglementations de la section : Domaines d'application
Conformément aux normes et réglementations applicables, voir à ce sujet Réglementations de la section : Domaines d'application .
Installations au gaz liquide, voir à ce sujet Réglementations de la section : Domaines d'application .
Conformément aux normes et réglementations applicables, voir à ce sujet Réglementations de la section : Domaines d'application .
Conduites de fioul
Conduites de carburant diesel
Réseaux d'air comprimé
Installation gaz
Pour la planification, la réalisation, la modification et le service des installations gaz, respecter les directives applicables, voir Réglementations de la section : Domaines d'application .
L'utilisation est possible dans les installations gaz décrites ci-après :
Installations gaz
plage basse pression ≤ 100 hPa (100 mbar)
plage moyenne pression de 100 hPa (100 mbar) à 0,1 MPa (1 bar)
installations industrielles, commerciales et de génie avec les réglementations et règles techniques correspondantes jusqu'à 0,5 MPa (5 bar)
Installations au gaz liquide
avec réservoir pour gaz liquide dans le domaine de la moyenne pression en aval du régulateur de pression, 1er niveau sur le réservoir pour gaz liquide > 100 hPa (100 mbar) jusqu'à une pression de service autorisée de 0,5 MPa (5 bar)
avec réservoir pour gaz liquide dans le domaine de la basse pression ≤ 100 hPa (100 mbar) en aval du régulateur de pression, 2e niveau
avec réservoir de pression pour gaz liquide (bouteilles de gaz liquide) < 16 kg
en aval du régulateur de pression des petites bouteilles
avec réservoir pour gaz liquide (bouteille de gaz liquide) ≥ 16 kg
en aval du régulateur de pression des grandes bouteilles
INFORMATION !
Pour les installations au gaz liquide dans les domaines nécessitant des systèmes à résistance plus élevée aux charges thermiques (RHT), avec une pression de service de la vanne d'arrêt de sécurité > 0,1 MPa (1 bar), le système Sanpress Inox G doit être utilisé.
Fluides
Le système est conçu entre autres pour les fluides suivants :
Directives applicables, voir Réglementations du paragraphe : Fluides .
Gaz
Gaz liquide, uniquement sous forme gazeuse pour des applications domestiques et commerciales
Fioul
Gazole
air comprimé
Description du produit
Vue d'ensemble
Le système de tuyauterie est composé de raccords à sertir pour les tubes en cuivre et des outils de sertissage appropriés.
Les composants du système sont disponibles dans les diamètres suivants : d 12 / 15 / 18 / 22 / 32 / 40 / 50.
Tubes
Les raccords à sertir Profipress G sont contrôlés et homologués avec les tubes en cuivre suivants, voir Réglementations du paragraphe : Tubes :
Les épaisseurs de paroi inférieures à celles indiquées ne sont pas autorisées.
d x s [mm] |
|---|
12 x 0,8 |
12 x 1,0 |
15 x 1,0 |
18 x 1,0 |
22 x 1,0 |
28 x 1,0 |
28 x 1,5 |
35 x 1,2 |
35 x 1,5 |
42 x 1,2 |
42 x 1,5 |
54 x 1,5 |
54 x 2,0 |
Volume par mètre de tube [l/m] | Poids du tube [kg/m] |
|---|---|
0,09 | 0,25 |
0,08 | 0,31 |
0,13 | 0,39 |
0,20 | 0,48 |
0,31 | 0,59 |
0,53 | 0,76 |
0,49 | 1,11 |
0,84 | 1,13 |
0,80 | 1,41 |
1,23 | 1,37 |
1,20 | 1,70 |
2,04 | 2,20 |
1,96 | 2,91 |
Conduite et fixation de la tuyauterie
Observez les règles générales de technique de fixation :
Pour les installations gaz, voir Normes et réglementations .
Fixation uniquement sur des composants suffisamment solides.
Les conduites de gaz ne doivent pas être fixées sur d'autres conduites ou servir de support pour d'autres conduites.
En combinaison avec des colliers non inflammables (par ex. colliers métalliques), le système peut être fixé à l'aide de chevilles en plastique disponibles dans le commerce.
Pour les conduites de gaz, respecter les écarts de fixation suivants pour les conduites posées à l'horizontale :
Écart entre les colliers
d [mm] | Écart de fixation entre les colliers [m] |
|---|---|
12,0 | 1,25 |
15,0 | 1,25 |
18,0 | 1,50 |
22,0 | 2,00 |
28,0 | 2,25 |
35,0 | 2,75 |
42,0 | 3,00 |
54,0 | 3,50 |
Raccords à sertir
Les raccords à sertir dans le système Profipress G sont composés des matériaux suivants :
Cuivre
Bronze/bronze au silicium
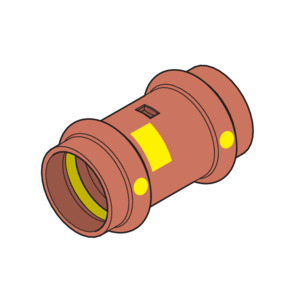
Les raccords à sertir ont un épaulement circulaire dans lequel le joint se trouve. Lors du sertissage, le raccord à sertir est déformé devant et derrière l'épaulement, le reliant ainsi définitivement au tube. Le joint n'est pas déformé lors du sertissage.
SC‑Contur
Les raccords à sertir Viega sont dotés du SC‑Contur. Le SC‑Contur est une technique de sécurité certifiée par l'association DVGW et garantit que le raccord à sertir est non étanche en état non serti. Ainsi, les raccords non sertis par mégarde sont détectés lors du contrôle d'étanchéité.
Viega garantit que les raccords non sertis deviennent visibles lors du contrôle d'étanchéité :
Lors du contrôle d'étanchéité à sec dans une plage de pression de 22 hPa–0,3 MPa (22 mbar–3,0 bar)
Joints
Application |
|---|
Température de service |
Pression de service |
Installation gaz | Installation au gaz liquide | Conduites de fioul et de carburant diesel |
|---|---|---|
-20 °C à 70 °C | -20 °C à 70 °C | ≤ 40 °C |
≤ 0,5 MPa (5 bar) (MOP 5) ≤ 0,1 MPa (1 bar) (RHT/GT1)2) | ≤ 0,5 MPa (5 bar) (MOP 5)1) ≤ 0,1 MPa (1 bar) (RHT/GT1)2) | ≤ 0,5 MPa (5 bar) |
| 1) | La pression maximale correspond à la pression de service de la vanne à soupape du régulateur de pression. |
| 2) | GT1 : pression de service en cas d'exigence RHT 650 °C/30 min max. 0,1 MPa (1 bar) |
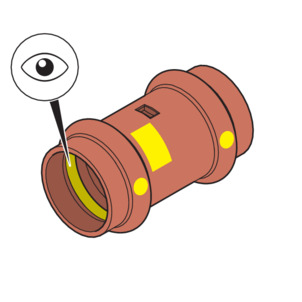
Identifications sur les composants
Identifications sur les raccords à sertir
Les raccords à sertir sont marqués d'un point de couleur. Le point identifie le SC‑Contur grâce auquel le fluide d'essai s'échappe en cas de raccord non serti par mégarde.
Les raccords à sertir sont identifiés de la façon suivante :
Point jaune et rectangle jaune pour le gaz
Gaz pour conduites de gaz
MOP5 pour pression de service maximale 0,5 MPa (5 bar)
GT1 pour pression de service en cas d'exigence RHT 0,1 MPa (1 bar)
ATG pour la certification en France
Gastec pour la certification aux Pays-Bas
T2 pour la certification en Pologne
DVGW
KIWA
Manipulation
Transport
Prendre garde à ce qui suit lors du transport des tubes :
Ne pas traîner les tubes par-dessus les rampes de chargement. Leur surface risque d'être endommagée.
Bloquer les tubes lors de leur transport. S'ils glissent, les tubes risquent de se tordre.
Ne pas endommager les coiffes de protection aux extrémités de tube et les retirer seulement juste avant leur montage. Ne plus sertir les extrémités de tube endommagées.
INFORMATION !
Veuillez également observer les indications du fabricant de tubes.
Stockage
Lors du stockage, respecter les exigences des directives applicables, voir Réglementations du paragraphe : Stockage :
Stocker tous les composants dans un endroit propre et sec.
Ne pas stocker les composants directement au sol.
INFORMATION !
Veuillez également observer les indications du fabricant de tubes.
Informations pour le montage
Consignes de montage
Contrôle des composants du système
Des composants du système risquent d'être endommagés pendant le transport et le stockage.
Contrôler toutes les pièces.
Remplacer les composants endommagés.
Ne pas réparer les composants endommagés.
Les composants sales ne doivent pas être installés.
Le système est conçu pour des conduites de raccordement enterrées des appareils à gaz utilisés à l'extérieur. Les raccords à sertir ne sont pas homologués pour les conduites de gaz liquide.
Pour les installations gaz, respecter les directives applicables, voir Réglementations du paragraphe : Consignes de montage .
REMARQUE !
Des mesures de protection actives et, le cas échéant, passives sont requises pour protéger une installation gaz des interventions de personnes non autorisées, voir Réglementations du paragraphe : Consignes de montage .
Des mesures de protection actives doivent être prises de façon générale.
Des mesures de protection passives doivent être choisies et prises selon l'installation.
Règles de montage générales pour les conduites de gaz
Les conditions suivantes sont notamment valables pour la pose des conduites de gaz :
Poser les conduites de gaz de façon dégagée à une certaine distance du corps de construction ou intégrées dans la maçonnerie, sans cavité ou dans des conduits/gaines ventilés.
Ne pas poser les conduites de gaz avec des pressions de service > 100 hPa (100 mbar) sous enduit.
Placer les conduites de gaz de telle façon que l'humidité, le ruissellement d'eau et l'eau de condensation d'autres conduites et composants ne puissent pas agir sur celles-ci.
Ne pas poser les conduites de gaz dans la chape.
Les dispositifs d'arrêt et les raccordements amovibles doivent être facilement accessibles.
Exigences posées aux installations encastrées :
Les poser hors tension.
Appliquer une protection contre la corrosion.
Ne pas utiliser de raccordements amovibles (raccords filetés).
Ne pas utiliser des tubes en cuivre avec des matières à teneur en nitrite ou en ammonium.
REMARQUE !
S'il est nécessaire d'étanchéifier un filet avec de la filasse à étancher pendant le montage, rendre les flancs du filetage rugueux, par exemple avec une lame de scie, sans les endommager, afin d'éviter que les produits d'étanchéité ne s'échappent.
INFORMATION !
Les conduites de gaz continues, sans raccords peuvent être posées, pour le raccordement d'un appareil à gaz ou d'une prise gaz, dans des évidements (montages en applique).
Une aération n'est pas requise.
Remplacement autorisé des joints
INFORMATION !
Précision importante
Les propriétés des matériaux des joints des raccords à sertir sont accordées aux fluides respectifs ou aux domaines d'utilisation des systèmes de tuyauterie et certifiées seulement pour ceux-ci.
Le remplacement d'un joint est généralement autorisé. Le joint doit être remplacé par un joint constitué des mêmes matériaux Joints . L'utilisation d'autres joints n'est pas autorisée.
Lorsque le joint du raccord à sertir est manifestement endommagé, il doit être remplacé par un joint de rechange Viega constitué des mêmes matériaux.
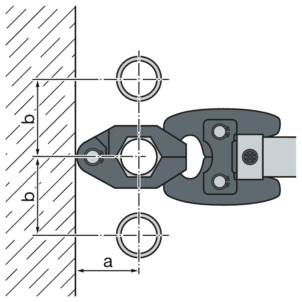
Espace requis et écarts
Sertissage entre les tuyauteries
Encombrement PT1, type 2 (PT2), PT3-EH, PT3-AH, Pressgun 4B, 4E, 5 6, 6 Plus
d |
|---|
a [mm] |
b [mm] |
12 | 15 | 18 | 22 | 28 | 35 | 42 | 54 |
|---|---|---|---|---|---|---|---|
20 | 20 | 20 | 25 | 25 | 30 | 45 | 50 |
50 | 50 | 55 | 60 | 70 | 85 | 100 | 115 |
Encombrement Picco, Pressgun Picco, Pressgun Picco 6, Pressgun Picco 6 Plus
d |
|---|
a [mm] |
b [mm] |
12 | 15 | 18 | 22 | 28 | 35 |
|---|---|---|---|---|---|
25 | 25 | 25 | 25 | 25 | 25 |
55 | 60 | 60 | 65 | 65 | 65 |
Espace requis pour anneau de sertissage
d |
|---|
a [mm] |
b [mm] |
12 | 15 | 18 | 22 | 28 | 35 | 42 | 54 |
|---|---|---|---|---|---|---|---|
40 | 40 | 45 | 45 | 50 | 55 | 60 | 65 |
45 | 50 | 55 | 60 | 70 | 75 | 85 | 90 |
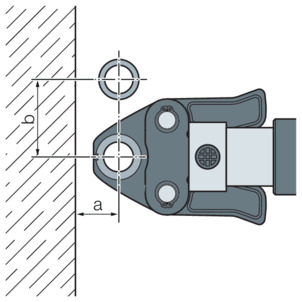
Sertissage entre le tube et le mur
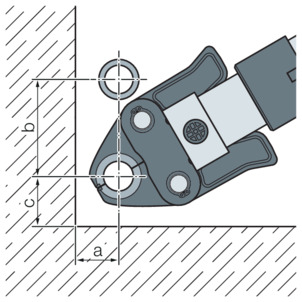
Encombrement PT1, type 2 (PT2), PT3-EH, PT3-AH, Pressgun 4B, 4E, 5 6, 6B, 6Plus
d |
|---|
a [mm] |
b [mm] |
c [mm] |
12 | 15 | 18 | 22 | 28 | 35 | 42 | 54 |
|---|---|---|---|---|---|---|---|
25 | 25 | 25 | 30 | 30 | 50 | 50 | 55 |
65 | 65 | 75 | 80 | 85 | 95 | 115 | 140 |
40 | 40 | 40 | 40 | 50 | 50 | 70 | 80 |
Encombrement Picco, Pressgun Picco, Pressgun Picco 6, Pressgun Picco 6 Plus
d |
|---|
a [mm] |
b [mm] |
c [mm] |
12 | 15 | 18 | 22 | 28 | 35 |
|---|---|---|---|---|---|
30 | 30 | 30 | 30 | 30 | 30 |
70 | 70 | 70 | 75 | 80 | 80 |
40 | 40 | 40 | 40 | 40 | 40 |
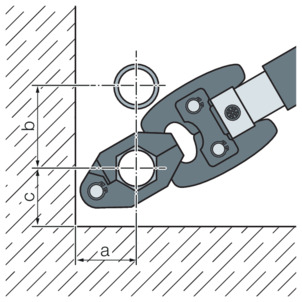
Espace requis pour anneau de sertissage
d |
|---|
a [mm] |
b [mm] |
c [mm] |
12 | 15 | 18 | 22 | 28 | 35 | 42 | 54 |
|---|---|---|---|---|---|---|---|
40 | 40 | 45 | 45 | 50 | 55 | 60 | 65 |
45 | 50 | 55 | 60 | 70 | 75 | 85 | 90 |
35 | 35 | 40 | 40 | 45 | 50 | 55 | 65 |
Écart par rapport aux murs
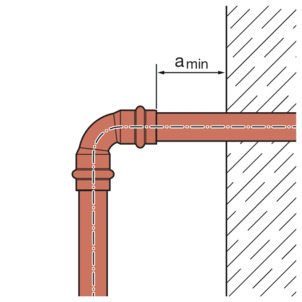
Écart minimal pour d 12–54
Machine à sertir |
|---|
PT1 |
Type 2 (PT2) |
Type PT3-EH |
Type PT3-AH |
Pressgun 4E / 4B |
Pressgun 5 |
Pressgun 6 6Plus |
Picco / Pressgun Picco |
Pressgun Picco 6 / Pressgun Picco 6 Plus |
amin [mm] |
|---|
45 |
50 |
35 |
Écart entre les sertissages
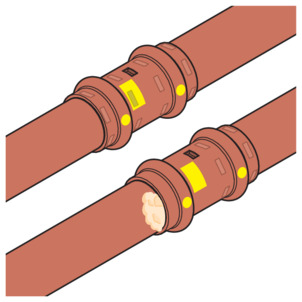
REMARQUE !
Sertissages non étanches dus à des tubes trop courts
Si deux raccords à sertir doivent être placés l'un contre l'autre sans écart, le tube ne doit pas être trop court. Si le tube n'est pas enfoncé jusqu'à la profondeur d'insertion prévue dans le raccord à sertir, le raccord risque de ne pas être étanche.
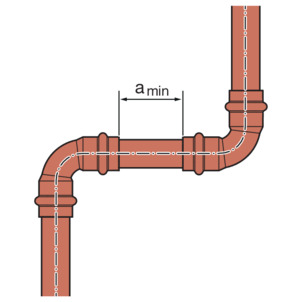
Écart minimal pour mâchoires d 12–54
d |
|---|
12 |
15 |
18 |
22 |
28 |
35 |
42 |
54 |
amin [mm] |
|---|
0 |
0 |
0 |
0 |
0 |
10 |
15 |
25 |
Dimensions de construction
Les dimensions de construction sont disponibles sur la page du produit correspondant dans le catalogue en ligne.
Outils nécessaires
Pour la réalisation d'un sertissage, les outils suivants sont requis :
Coupe-tube ou scie à métaux à dents fines
Ébavureur et crayon de couleur pour marquer
Machine à sertir avec force de sertissage constante
Mâchoire ou anneau de sertissage avec mâchoire articulée correspondante, adaptée au diamètre du tube et avec un profil approprié
INFORMATION !
Pour le sertissage, Viega recommande l'utilisation des outils du système Viega.
Les outils de sertissage Viega ont été spécialement conçus et adaptés pour la mise en œuvre des systèmes de raccords à sertir Viega.
Montage
Remplacement du joint
Retrait du joint
INFORMATION !
N'utilisez pas d'objets pointus ou à arêtes tranchantes susceptibles d'endommager le joint ou l'épaulement lors du retrait du joint.

-
Retirer le joint de l'épaulement.
Mise en place du joint

-
Mettre un nouveau joint en parfait état en place dans l'épaulement.
-
S'assurer que le joint se trouve complètement dans l'épaulement.
Cintrage des tubes
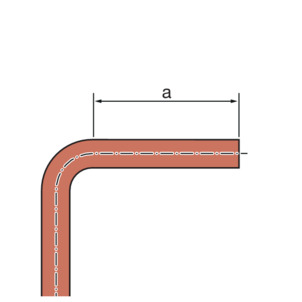
Les tubes en cuivre des diamètres d 12, 15, 18, 22 et 28 peuvent être cintrés à froid à l'aide de dispositifs de cintrage disponibles dans le commerce (rayon minimal 3,5 x d).
Les extrémités de tube doivent avoir une longueur minimale (a) de 50 mm afin que les raccords à sertir puissent y être correctement sertis.
Découpe des tubes
REMARQUE !
Sertissages non étanches dus à un matériau endommagé !
Les sertissages risquent de ne plus être étanches en cas de tubes ou de joints endommagés.
Observez les précisions suivantes afin d'éviter tout dommage sur les tubes et les joints :
N'utilisez pas de disques de tronçonnage (meuleuse d'angle) ni de chalumeau oxycoupeur pour la découpe.
N'utilisez ni graisse ni huile (par ex. de l'huile de coupe).
Pour obtenir des informations sur les outils, voir également Outils nécessaires .
-
Découper le tube à angle droit à l'aide d'un coupe-tube ou d'une scie à métaux à dents fines.
Éviter les stries sur la surface du tube.
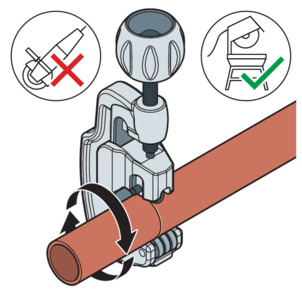
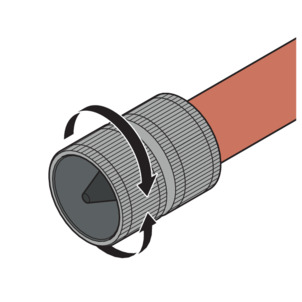
Ébavurage des tubes
Les extrémités de tube doivent être soigneusement ébavurées à l'intérieur et à l'extérieur après la découpe.
L'ébavurage évite que le joint soit endommagé ou que le raccord à sertir se bloque lors du montage. Viega recommande l'utilisation d'un ébavureur (modèle 2292.2).
REMARQUE !
Endommagement dû à un outil inapproprié !
N'utilisez pas de meule ou d'outil similaire pour l'ébavurage. Les tubes risquent sinon d'être endommagés.
-
Ébavurer l'intérieur et l'extérieur du tube.
Sertissage du raccord
Conditions :
L'extrémité de tube ne doit être ni coudée ni endommagée.
Le tube est ébavuré.
Le joint correct se trouve dans le raccord à sertir.
HNBR = jaune
Le joint n'est pas endommagé.
Le joint se trouve complètement dans l'épaulement.
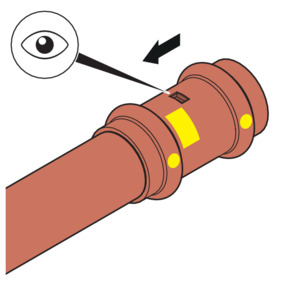
-
Glisser le raccord à sertir sur le tube jusqu'à la butée.
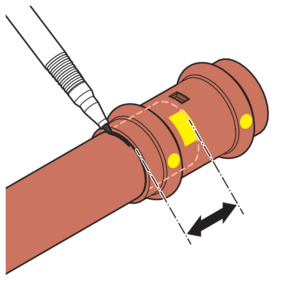
-
Marquer la profondeur d'insertion.
-
Mettre la mâchoire en place dans la machine à sertir et glisser la goupille jusqu'à l'encliquetage.
INFORMATION !Observez la notice de l'outil de sertissage.
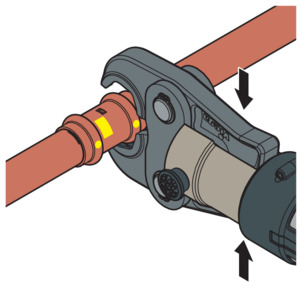
-
Ouvrir la mâchoire et la positionner perpendiculairement sur le raccord à sertir.
-
Contrôler la profondeur d'insertion à l'aide du marquage.
-
S'assurer que la mâchoire est bien en place au centre de l'épaulement du raccord à sertir.
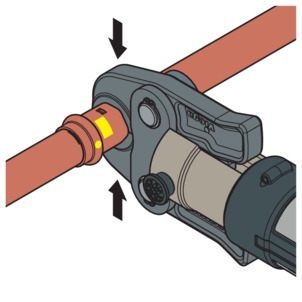
-
Réaliser le sertissage.
-
Ouvrir et retirer la mâchoire.
-
Le raccord est serti.
Raccords à bride
Le système de raccord à sertir illustré permet de réaliser des raccords à brides dans les dimensions 28 à 54 mm.
Seul du personnel qualifié est habilité à effectuer le montage des raccords à bride. L'acquisition de cette qualification du personnel pour le montage des raccords à bride se fonde, par exemple, sur les directives applicables, voir Règlementation de la section : réalisation de raccords à bride .
Une période de formation relative au montage correct des raccords à bride dans le cadre de la formation professionnelle (de travailleurs/personnel spécialisé) sanctionnée par une qualification ainsi que le succès d'une mise en pratique régulière sont considérés comme une preuve suffisante.
Les autres salariés sans formation technique appropriée (par ex. le personnel exploitant) chargé de l'installation de raccords à bride doivent acquérir des connaissances techniques par le biais d'une formation (théorique et pratique) devant être documenté.
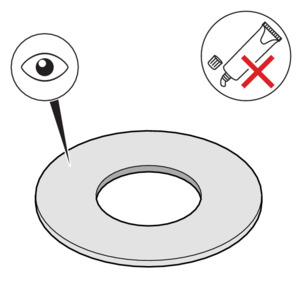
Rondelles
Les avantages de l'utilisation de rondelles durcies sont :
Surface de friction définie lors du montage.
Rugosité définie dans le calcul qui favorise la réduction de la dispersion du couple de serrage et l'obtention mathématique d'une force de serrage plus importante.
Types de brides
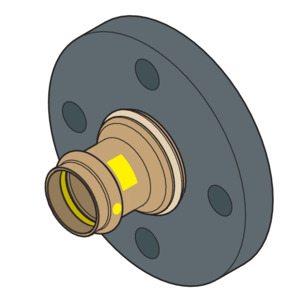
Bride plate tournante
Acier, noir peint par pulvérisation
Raccord à sertir en bronze ou bronze au silicium
Modèle 2659.5 : 28 à 54 mm
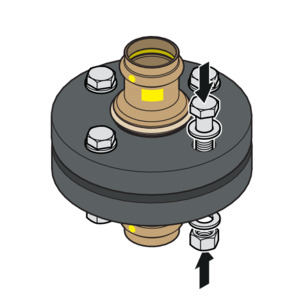
Procéder à un assemblage par bride
INFORMATION !
Toujours commencer par l'assemblage par bride avant de procéder au sertissage.
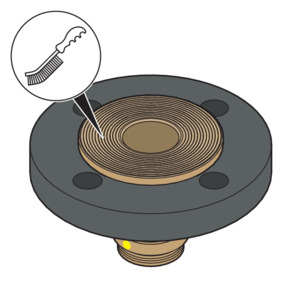
-
Le cas échéant, avant le montage, enlever les revêtements temporaires sur les surfaces d'étanchéité de la bride sans laisser de résidus, à l'aide de produits de nettoyage et une brosse métallique appropriée.
REMARQUE !Lors du remplacement des joints, retirer complètement l'ancien joint de la surface d'étanchéité de la bride sans endommager cette dernière.
-
S'assurer que les surfaces d'étanchéité de la bride sont propres, non endommagées et plates. En particulier, la surface ne doit pas présenter de dommages radiaux tels que des stries ou des marques d'impact.
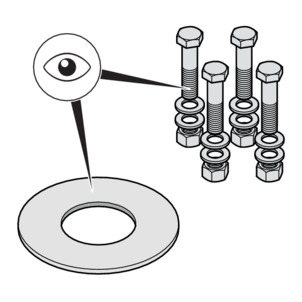
-
Les vis, écrous et rondelles doivent être non seulement propres et intacts, mais aussi conformes aux spécifications relatives à la longueur minimale des boulons et à la classe de résistance, voir Couples de serrage requis .
-
Pendant le démontage, remplacer les vis, les écrous et les rondelles retirés par de nouveaux si ceux-ci sont endommagés.
-
Le joint doit être propre, non endommagé et sec. Ne pas utiliser d'adhésifs ou de pâtes d'assemblage pour les joints.
-
Ne pas réutiliser les joints usagés.
-
Ne pas utiliser de joints présentant des plis, car ils constituent un risque pour la sécurité.
-
S'assurer que les joints sont exempts de défauts et de défaillances ainsi que de leur conformité aux informations du fabricant.
-
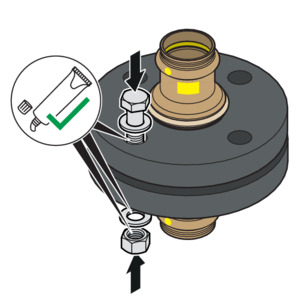
Lubrifier les éléments de bride suivants avec un lubrifiant approprié :
Filet de vis
Rondelle
Surface de contact d'écrou
REMARQUE !Respecter les informations du fabricant concernant le chmap d'application et la plage de température du lubrifiant.
Installer et centrer le joint
L'installation correcte des raccords à bride requiert des lames de brides parallèlement alignées, sans décalage central, qui permettent d'insérer le joint dans la bonne position sans l'endommager.
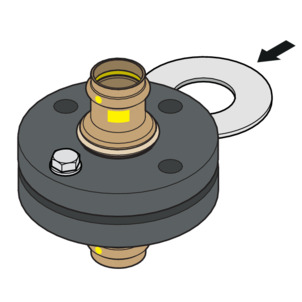
-
Écarter suffisamment les surfaces d'étanchéité pour insérer le joint sans forcer ni l'endommager.
L'écartement (non-parallélisme des surfaces d'étanchéité) avant le serrage des vis est sans danger si l'écartement admissible n'est pas dépassé.
DN | Écart admissible a-b [mm] |
|---|---|
25–54 | 0,6 |
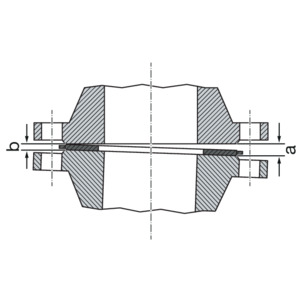
-
Éliminer l'écartement du côté entrouvert (a).
-
En cas de doute, à titre d'essai, serrer les brides sans insérer de joint en tournant les vis pour obtenir un parallélisme et une distance de la surface d'étanchéité d'environ 10 % du couple nominal.
-
L'écart n'est pas autorisé si la position de la bride ne peut être atteinte sans exercer une grande force.
Système de serrage des vis
L'ordre dans lequel les vis et écrous sont serrés a une influence significative sur la répartition des forces agissant sur le joint (pression de surface). Un serrage incorrect entraîne une dispersion importante des forces de précontrainte et peut entraîner un dépassement de la pression superficielle minimale requise jusqu'à l'apparition d'un défaut d'étanchéité.
Après avoir serré l'écrou, au moins deux, mais pas plus de cinq filets doivent dépasser de l'extrémité du boulon.
-
Préassembler les vis à la main en respectant les points suivants :
Installer les vis de sorte à disposer toutes les têtes de vis sur un côté de la bride.
Pour les brides disposées horizontalement, insérer les vis par le haut.
Remplacer les vis offrant des résistances par d'autres facilement manœuvrables.
-
L'utilisation simultanée de plusieurs outils de serrage est possible.
Séquence de serrage
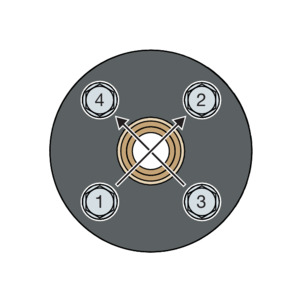
-
Serrer toutes les vis en croix à 30 % du couple de serrage nominal.
-
Serrer toutes les vis à 60 % du couple spécifié à l'étape 1.
-
Serrer toutes les vis à 100 % du couple spécifié à l'étape 1.
-
Resserrer toutes les vis au couple de serrage spécifié. Répéter cette procédure jusqu'à impossibilité de tourner les écrous malgré l'application du couple de serrage maximal.
Couples de serrage requis
Couples de serrage raccords à bride Profipress G
Modèle | DN | Référence | Filet | Couple de serrage [Nm] | Longueur de vis [mm] | Classe de résistance |
|---|---|---|---|---|---|---|
2659.5 | 25 | 490 669 | M12 | 50 | 60 | A2 - 70 |
32 | 567 019 | M16 | 125 | 70 | ||
40 | 567 026 | |||||
50 | 567 033 |
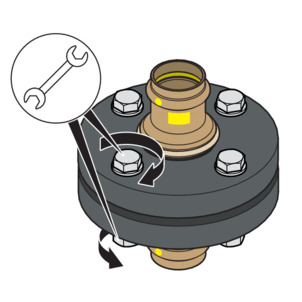
Desserrer le raccord à bride
Avant de commencer à démonter un assemblage par bride existant, demander une autorisation et un permis de travail de l'entreprise responsable en respectant les points suivants :
La section de l'installation doit être dépressurisée et complètement rincée.
Fixer toutes les pièces intégrées ou rapportées non maintenues séparément avant de desserrer l'assemblage par bride. Cela vaut également pour les systèmes de fixation tels que les suspensions ou supports à ressort.
Commencer par desserrer les vis ou les écrous du côté opposé au corps, desserrer légèrement les vis restantes et ne procéder au démontage complet qu'après vérification de l'absence de danger lié au système de tuyauterie. Si une tuyauterie est sous tension, elle risque de se rompre.
Desserrer les vis ou les écrous en croix en effectuant au moins deux passages.
Fermer les extrémités ouvertes des colonnes avec des obturateurs.
Transporter les tuyauteries démontées exclusivement à l'état fermé.
Lors du remplacement des joints, retirer complètement l'ancien joint de la surface d'étanchéité de la bride sans endommager cette dernière.
REMARQUE !
Utiliser une meuleuse avec précaution !
Le desserrage de vis et d'écrous défectueux avec une meuleuse produit des étincelles susceptibles de brûler et de corroder le matériau du tube.
Contrôle d'étanchéité
Avant la mise en service, l'installateur doit effectuer un contrôle d'étanchéité.
Effectuer ce contrôle sur l'installation terminée, mais pas recouverte.
Respecter les directives applicables, voir Réglementations du paragraphe : Contrôle d'étanchéité .
Documenter le résultat.
Maintenance
Les installations gaz doivent être soumises à un contrôle visuel une fois par an, par ex. par l'exploitant.
La capacité d'utilisation et l'étanchéité doivent être contrôlées tous les douze ans par une entreprise d'installation contractuelle.
Pour l'assurance et le respect de leur état fiable, exploiter et entretenir les installations gaz conformément à leur utilisation prévue, voir Réglementations du paragraphe : Maintenance .
Traitement des déchets
Trier le produit et l'emballage selon les groupes de matériaux respectifs (par ex. papier, métaux, matières plastiques ou métaux non ferreux) et les mettre au rebut conformément à la législation nationale en vigueur.