Sanpress
Product information
Sanpress
The press connector system with press connectors made of gunmetal/silicon bronze, stainless steel pipes
| Year built (from): | 1.1.1988 |
Trade mark rights exist for this document; for further information, go to viega.com/legal .
Target groups
The information in this manual is directed at heating and sanitary professionals and trained personnel.
Individuals without the abovementioned training or qualification are not permitted to mount, install and, if required, maintain this product. This restriction does not extend to possible operating instructions.
The installation of Viega products must take place in accordance with the general rules of engineering and the Viega instructions for use.
Labelling of notes
Warning and advisory texts are set aside from the remainder of the text and are labelled with the relevant pictographs.

DANGER!
This symbol warns of possible life-threatening injury.

WARNING!
This symbol warns of possible serious injury.

CAUTION!
This symbol warns of possible injury.
NOTICE!
This symbol warns of possible damage to property.
INFO!
This symbol gives additional information and hints.
About this translated version
This instruction for use contains important information about the choice of product or system, assembly and commissioning as well as intended use and, if required, maintenance measures. The information about the products, their properties and application technology are based on the current standards in Europe (e.g. EN) and/or in Germany (e.g. DIN/DVGW).
Some passages in the text may refer to technical codes in Europe/Germany. These should serve as recommendations in the absence of corresponding national regulations. The relevant national laws, standards, regulations, directives and other technical provisions take priority over the German/European directives specified in this manual: The information herein is not binding for other countries and regions; as said above, they should be understood as a recommendation.
Standards and regulations
The following standards and regulations apply to Germany / Europe and are provided as a support feature.
Regulations from section: Intended use
Scope / Notice | Regulations applicable in Germany |
|---|---|
Creating potable water installations | DIN 1988‑200 |
Creating potable water installations | EN 806‑2 |
Regulation on material selection | DIN EN 12502‑1 |
Regulation on material selection | Metall-Bewertungsgrundlage (UBA) |
Regulations from section: Application areas
Scope / Notice | Regulations applicable in Germany |
|---|---|
Planning, setup, operation and maintenance of fire extinguishing systems | DIN 14462 |
Planning, execution, operation and maintenance of potable water installations | DIN EN 1717 |
Planning, execution, operation and maintenance of potable water installations | DIN 1988 |
Planning, execution, operation and maintenance of potable water installations | VDI/DVGW 6023 |
Planning, execution, operation and maintenance of potable water installations | Trinkwasserverordnung (TrinkwV) |
Regulations from section: Media
Scope / Notice | Regulations applicable in Germany |
|---|---|
Suitability for potable water | DIN 1988‑200 |
Suitability for potable water | EN 806‑2 |
Suitability for heating water for pump hot water heating systems | VDI-Richtlinie 2035, Sheet 1 and Sheet 2 |
Regulations from section: Sealing elements
Scope / Notice | Regulations applicable in Germany |
|---|---|
Area of application of the EPDM sealing element
| DIN EN 12828 |
Regulations from section: Corrosion
Scope / Notice | Regulations applicable in Germany |
|---|---|
Regulations for external corrosion protection | DIN EN 806‑2 |
Regulations for external corrosion protection | DIN 1988‑200 |
Creating potable water installations | DIN 1988‑200 |
Creating potable water installations | DIN EN 806‑2 |
Regulation on material selection | DIN EN 12502‑1 |
Regulations from section: Storage
Scope / Notice | Regulations applicable in Germany |
|---|---|
Requirements for material storage | DIN EN 806‑4, Chapter 4.2 |
Regulations from section: Mounting the forcing plug
Scope / Notice | Regulations applicable in Germany |
|---|---|
Regulations for leakage and load tests | DIN EN 806–4 |
Leakage test for water installations | ZVSHK-Merkblatt: |
Regulations from section: Establishing a flange connection
Scope / Notice | Regulations applicable in Germany |
|---|---|
Qualification of personnel for the assembly of flange connections | VDI-Richtlinie 2290 |
Determination of tightening torques | DIN EN 1591‑1 |
Regulations from section: Leakage test
Scope / Notice | Regulations applicable in Germany |
|---|---|
Test on a system that is finished but not yet covered | DIN EN 806–4 |
Leakage test for water installations | ZVSHK-Merkblatt: |
Regulations from section: Maintenance
Scope / Notice | Regulations applicable in Germany |
|---|---|
Operation and maintenance of potable water installations | DIN EN 806‑5 |
Intended use
INFO!
The press connector system is suitable for the construction of potable water installations in accordance with applicable guidelines, taking into account the selection of materials in accordance with applicable guidelines and in accordance with the assessment basis for metallic materials in contact with potable water of the Federal Environment Agency (UBA), see Regulations from section: Intended use . For use in other areas of application and in case of doubt over the correct material selection, contact Viega.
Areas of application
The press connector system is designed for nominal pressure PN 16.
Use is possible in the following areas among others:
Potable water installations
Industrial and heating systems
Fire extinguishing systems, see Regulations from section: Application areas
Wet
Wet / dry
Dry
Solar installations with flat collectors
Solar installations with vacuum collectors (only with FKM sealing element)
Compressed air systems
District heat supply systems in secondary circuits
Low-pressure steam systems (only with FKM sealing element)
Cooling water pipelines (closed circuit)
Painting systems (only with labs-free components)
For information on areas of application of the sealing elements, see Sealing elements .
Potable water installation
For planning, execution, operation and maintenance of potable water installations, observe the applicable regulations, see Regulations from section: Application areas .
Maintenance
Inform your customer or the operator of the potable water installation that the system has to be maintained on a regular basis, see Regulations from section: Application areas .
Sealing element
Only EPDM sealing elements are approved in potable water installations. Do not use any other sealing elements.
Media
The system is suitable for the following media, amongst others:
For the applicable directives, see Regulations from section: Media .
Potable water
Max. chloride concentration 250 mg/l
Heating water for pump hot water heating systems
Compressed air in compliance with the specification of the sealing elements used
EPDM at oil concentration < 25 mg/m3
FKM at oil concentration ≥ 25 mg/m3
Anti-freeze, cooling brines up to a concentration of 50 %
Steam in low-pressure steam systems (only with FKM sealing element)
Product description
Overview
The piping system consists of press connectors in connection with stainless steel pipes and the corresponding press tools.
The system components are available in the following dimensions: d 12 / 15 / 18 / 22 / 28 / 35 / 42 / 54.
Pipes
The following pipes are available from the system described:
Type of pipe |
|---|
d |
Areas of application |
Material No. |
PRE value |
Pipe marking |
Protective cap |
Stainless steel pipe 1.4401 | Stainless steel pipe 1.4521 | |
|---|---|---|
12 / 15 / 18 / 22 / 28 / 35 / 42 / 54 | ||
Potable water and gas installations1) 2) | Potable water installations2) | |
1.4401 (X5CrNiMo 17‑12-2), with 2.3 % molybdenum for increased durability | 1.4521 (X2CrMoTi 18‑2) | |
24.1 | 24.1 | |
— | Green line | |
Yellow | Green | |
| 1) | Gas installations only in connection with Sanpress Inox G and Profipress G (only up to d 28) press connectors |
| 2) | For more detailed information, see Areas of use for metal installation systems. |
Pipe key data for stainless steel pipe (1.4401 and 1.4521)
d x smin [mm] | Volume per metre of pipe [l/m] | Pipe weight [kg/m] |
|---|---|---|
12 x 1.0 | 0.08 | 0.27 |
15 x 1.0 | 0.13 | 0.35 |
18 x 1.0 | 0.20 | 0.43 |
22 x 1.2 | 0.30 | 0.65 |
28 x 1.2 | 0.51 | 0.84 |
35 x 1.5 | 0.80 | 1.26 |
42 x 1.5 | 1.19 | 1.52 |
54 x 1.5 | 2.04 | 1.97 |
Laying and fixing pipes
Only pipe clamps with chloride-free sound insulating inlays should be used to secure the pipes.
Observe the general rules of fixing technology:
Do not use fixed pipelines as a support for other pipelines and components.
Do not use pipe hooks.
Observe distance to press connectors.
Observe the expansion direction: Plan fixed and gliding points.
Make sure to affix the pipelines in such a way as to de-couple them from the installation body, so that they cannot transfer any structure-borne sound, resulting from thermal expansion or possible pressure surges, onto the installation body or other components.
Observe the following fixing distances:
Distance between the pipe clamps
d [mm] | Fixing distance between |
|---|---|
12.0 | 1.25 |
15.0 | 1.25 |
18.0 | 1.50 |
22.0 | 2.00 |
28.0 | 2.25 |
35.0 | 2.75 |
42.0 | 3.00 |
54.0 | 3.50 |
Length expansion
Pipelines expand with heat. Heat expansion is dependent on the material. Changes in length lead to tension within the installation. These tensions must be compensated for with suitable measures.
The following are effective:
Fixed and gliding points
Expansion equalisation joints (expansion bends)
Compensators
Heat expansion co-efficients of various pipe materials
Material | Heat expansion co-efficient ⍺ | Example: |
|---|---|---|
Stainless steel 1.4401 | 0.0165 | 16.5 |
Stainless steel 1.4521 | 0.0104 | 10.4 |
Copper | 0.0166 | 16.6 |
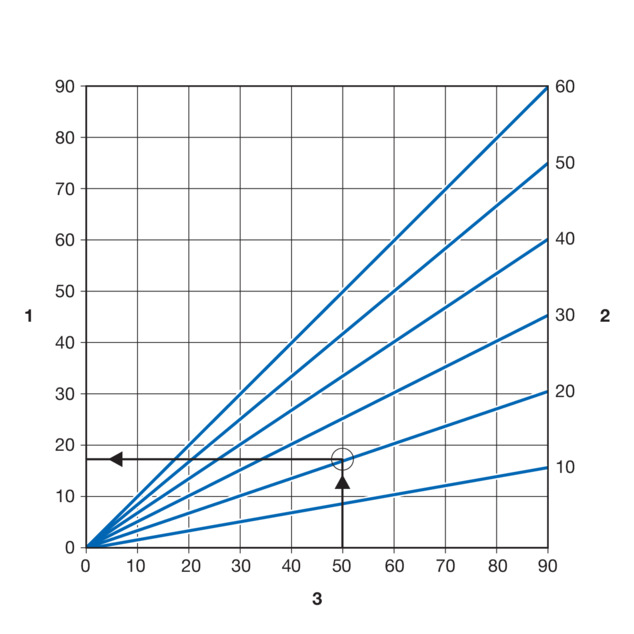
- 1 - Length expansion ⃗ ΔI [mm]
- 2 - Pipe length ⃗ l0[m]
- 3 - Temperature difference ⃗ Δ ϑ [K]
The length expansion Δl can be taken from the diagram or can be calculated using the following formula:
Δl = ⍺ [mm/mK]× L [m]xΔ ϑ [K]
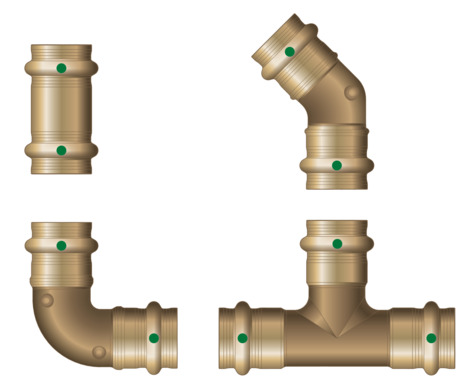
Press connectors
The press connectors have a circumferential bead in which the sealing element lies. The press connector is deformed upstream and downstream of the bead and permanently connected to the pipe during pressing. The sealing element is not deformed during pressing.
SC‑Contur
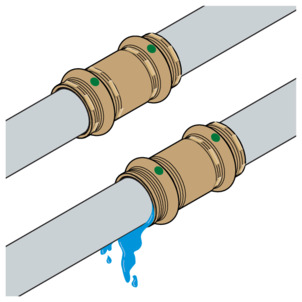
Viega press connectors are equipped with the SC‑Contur. The SC‑Contur is a safety technology that is certified by the DVGW and ensures that the press connector is guaranteed to be leaky in an unpressed state. In this way, inadvertently unpressed connections are noticed during a leakage test.
Viega guarantees that accidentally unpressed connections become visible during a leakage test:
with the wet leakage test in the pressure range from 0.1–0.65 MPa (1.0–6.5 bar)
with dry leakage test in the pressure range from 22 hPa–0.3 MPa (22 mbar–3.0 bar)
Sealing elements
The press connectors are factory-fitted with EPDM sealing elements. For areas of use with higher thermal resistance, such as e.g. in the case of district heat supply or low-pressure steam systems, the press connectors must be equipped with FKM sealing elements.
The sealing elements can be distinguished as follows:
EPDM sealing elements are polished black.
FKM sealing elements are matt black.
Area of use of the EPDM sealing element
Area of application |
|---|
Area of application |
Operating temperature [Tmax.] |
Comments |
Potable water | Heating | Solar installations | Compressed air | Technical gases |
|---|---|---|---|---|
all pipeline sections | Pump hot water heating system | Solar circuit | all pipeline sections | all pipeline sections |
80 °C | 105 °C | 1) | 60 °C | — |
pursuant to the applicable regulations3) pmax: 1.0 MPa Tmax: 95 °C tmax: < 60 min | pursuant to the applicable regulations2) | for flat collectors | dry, oil content < 25 mg / m3 4) | 1) 4) |
| 1) | Consultation with Viega required. |
| 2) | see Regulations from section: Sealing elements |
| 3) | see Regulations from section: Intended use |
| 4) | See also document “Areas of application for metal installation systems” on the Viega website |
Area of use of the FKM sealing element
Area of application |
|---|
Use |
Operating temperature [Tmax.] |
Comments |
District heat supply | Solar installations | Compressed air |
|---|---|---|
District heating supply systems in secondary circuits | Solar circuit | all pipeline sections |
140 °C | 1) | 60 °C |
To ensure that the system is installed according to the utility company's specifications, consult with the utility company before installation. | For vacuum pipe collectors 2) | dry 2) |
| 1) | Consultation with Viega required. |
| 2) | See also document “Areas of application for metal installation systems” on the Viega website |
INFO!
The sealing materials of the press connector system are subject to thermal ageing, which depends on the media temperature and the service life. The higher the media temperature, the faster the thermal ageing of the sealing material progresses. In the case of special operating conditions such as industrial heat recovery systems, it is necessary to compare the specifications of the equipment manufacturer with the specifications of the press connector system.
Before using the press connector system outside the described areas of application or if in doubt about the correct material selection, please contact Viega.
Markings on components
Pipe marking
The pipe markings contain important information regarding the material configuration and manufacture of the pipes. Their meaning is as follows:
Manufacturer
System name
Pipe material
Certification
Dimension
Supplier's mark
Date of manufacture
Batch number
CE marking
DOP and DOP number
Manufacturing standard
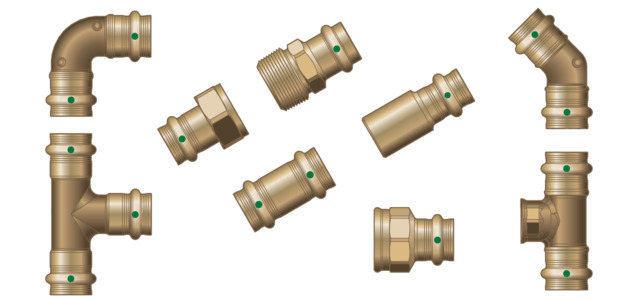
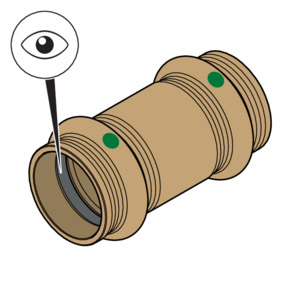
Markings on press connectors
The press connectors are marked with a coloured dot. The dot identifies the SC‑Contur where the test medium would escape in the case of an inadvertently unpressed connection.
The green dot indicates that the system is suitable for potable water and is equipped with the SC‑Contur.
Mixed installations
In potable water installations, piping components from different metals can have a detrimental effect on each other and cause corrosion, for example. Adapters made of stainless steel, for instance, must not be connected directly to pipes or threaded connectors made of galvanised steel.
INFO!
Components made of stainless steel and galvanised steel may not be directly connected, thread/adapter press connectors made of gunmetal/silicon bronze are recommended here.
Please contact Viega for questions on this subject.
Information for use
Corrosion
Protect the press connector system against excessively high concentrations of chloride generated by both the medium and by external factors.
An excessive chloride concentration can lead to corrosion in stainless steel systems.
Avoid external contact with materials containing chloride
Insulating materials must not have a water-soluble chloride ion content that exceeds 0.05 %.
Sound insulating inlays on the pipe clamps must not contain leachable chloride.
Stainless steel pipes must not come into contact with building materials or mortar containing chloride.
If external corrosion protection is required, observe the pertinent guidelines, see Regulations from section: Corrosion .
INFO!
The press connector system is suitable for creating potable water installations in accordance with applicable directives, taking into consideration the material selection in accordance with applicable directives, see Regulations from section: Corrosion . For use in other areas of application and in case of doubt over the correct material selection, contact the Viega Service Center.
The chloride concentration in the medium must not exceed a maximum value of 250 mg/l.
This chloride is not a disinfectant, but in fact pertains to the content in sea and table salt (sodium chloride).
Handling
Transport
Observe the following when transporting pipes:
Do not pull the pipes over the sill. The surface could be damaged.
Secure pipes during transportation. Pipes may become bent due to shifting.
Do not damage the protective caps on the pipe ends and do not remove them until immediately before mounting. Damaged pipe ends must not be pressed.
Storage
For storage, comply with the requirements specified in the applicable regulations, see Regulations from section: Storage :
Store components in a clean and dry place.
Do not store the components directly on the floor.
Only use stainless steel cleaning agent to clean surfaces.
Store pipes of different materials separately to prevent contact corrosion.
Assembly information
Mounting instructions
Checking system components
System components may, in some cases, have become damaged through transportation and storage.
Check all parts.
Replace damaged components.
Do not repair damaged components.
Contaminated components may not be installed.
Potential equalisation
DANGER!
Danger due to electrical current
An electric shock can lead to burns and serious injury and even death.
Because all metallic piping systems conduct electricity, unintentional contact with a live part can lead to the whole piping system and components connected to it (e. g. radiators) becoming energised.
Only allow electrical work to be carried out by qualified electricians.
Always integrate the metal piping system into the potential equalisation.
INFO!
It is the fitter of the electrical system who is responsible for ensuring that the potential equalisation is tested and secured.
Permitted exchange of sealing elements
INFO!
Important instruction
With their material-specific qualities, sealing elements in press connectors are adapted for use with the corresponding media and/or the areas of use of the piping systems and are generally only certified for them.
Exchanging a sealing element is permitted in the following situations:
if the sealing element in the press connector is obviously damaged and should be exchanged for a Viega spare sealing element made of the same material
if an EPDM sealing element should be exchanged for an FKM sealing element (higher thermal resistance, e.g. for industrial use)
Space requirements and intervals
Pressing between pipelines
Space required PT1, Type 2 (PT2), PT3-EH, PT3-AH, Pressgun 4B, 4E, 5, 6, 6 Plus
d |
|---|
a [mm] |
b [mm] |
12 | 15 | 18 | 22 | 28 | 35 | 42 | 54 |
|---|---|---|---|---|---|---|---|
20 | 20 | 20 | 25 | 25 | 30 | 45 | 50 |
50 | 50 | 55 | 60 | 70 | 85 | 100 | 115 |
Space requirement Picco, Pressgun Picco, Pressgun Picco 6, Pressgun Picco 6 Plus
d |
|---|
a [mm] |
b [mm] |
12 | 15 | 18 | 22 | 28 | 35 |
|---|---|---|---|---|---|
25 | 25 | 25 | 25 | 25 | 25 |
55 | 60 | 60 | 65 | 65 | 65 |
Space requirement press ring
d |
|---|
a [mm] |
b [mm] |
12 | 15 | 18 | 22 | 28 | 35 | 42 | 54 |
|---|---|---|---|---|---|---|---|
40 | 40 | 45 | 45 | 50 | 55 | 60 | 65 |
45 | 50 | 55 | 60 | 70 | 75 | 85 | 90 |
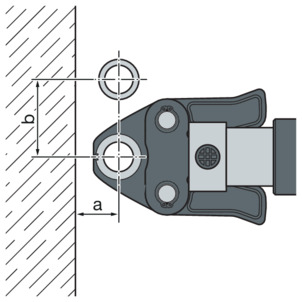
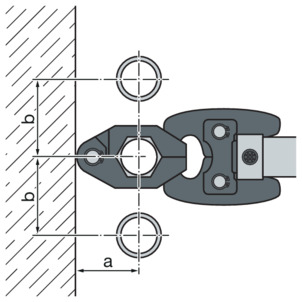
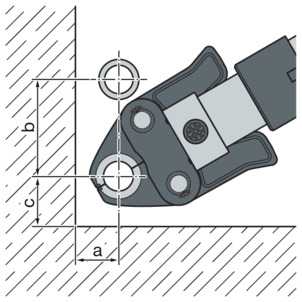
Pressing between pipe and wall
Space required PT1, Type 2 (PT2), PT3-EH, PT3-AH, Pressgun 4B, 4E, 5, 6, 6 Plus
d |
|---|
a [mm] |
b [mm] |
c [mm] |
12 | 15 | 18 | 22 | 28 | 35 | 42 | 54 |
|---|---|---|---|---|---|---|---|
25 | 25 | 25 | 30 | 30 | 50 | 50 | 55 |
65 | 65 | 75 | 80 | 85 | 95 | 115 | 140 |
40 | 40 | 40 | 40 | 50 | 50 | 70 | 80 |
Space required PT1, Type 2 (PT2), PT3-EH, PT3-AH, Pressgun 4B, 4E, 5, 6, 6 Plus
d |
|---|
a [mm] |
b [mm] |
c [mm] |
15 | 18 |
|---|---|
25 | 25 |
65 | 75 |
40 | 40 |
Space requirement Picco, Pressgun Picco, Pressgun Picco 6, Pressgun Picco 6 Plus
d |
|---|
a [mm] |
b [mm] |
c [mm] |
12 | 15 | 18 | 22 | 28 | 35 |
|---|---|---|---|---|---|
30 | 30 | 30 | 30 | 30 | 30 |
70 | 70 | 70 | 75 | 80 | 80 |
40 | 40 | 40 | 40 | 40 | 40 |
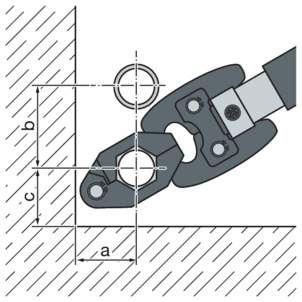
Space requirement press ring
d |
|---|
a [mm] |
b [mm] |
c [mm] |
12 | 15 | 18 | 22 | 28 | 35 | 42 | 54 |
|---|---|---|---|---|---|---|---|
40 | 40 | 45 | 45 | 50 | 55 | 60 | 65 |
45 | 50 | 55 | 60 | 70 | 75 | 85 | 90 |
35 | 35 | 40 | 40 | 45 | 50 | 55 | 65 |
Wall distance
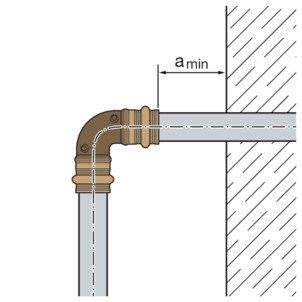
Minimum distance with d 12–54
Press machine |
|---|
PT1 |
Type 2 (PT2) |
Type PT3-EH |
Type PT3-AH |
Pressgun 4E / 4B |
Pressgun 5 |
Pressgun 6 / 6 Plus |
Picco / Pressgun Picco |
Pressgun Picco 6 / Pressgun Picco 6 Plus |
amin [mm] |
|---|
45 |
50 |
35 |
Interval between the pressings
NOTICE!
Leaking press connections due to pipes being too short!
If two press connectors are to be mounted onto a pipe at a short distance apart,, the pipe must not be too short. If the pipe is not inserted up to the prescribed insertion depth in the press connector during pressing, the connection may become leaky.
With pipes with a diameter of d 12–28, the length of the pipe must be at least as long as the total insertion depth of both press connectors.
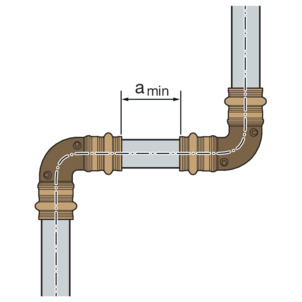
Minimum distance with press jaws d 15–54
d |
|---|
15 |
18 |
22 |
28 |
35 |
42 |
54 |
amin [mm] |
|---|
0 |
0 |
0 |
0 |
10 |
15 |
25 |
Z dimensions
For the Z dimensions, refer to the respective product page in the online catalogue.
Required tools
The following tools are required for production of a press connection:
Pipe cutter or a fine-toothed hacksaw
Deburrer and coloured pen for marking
Press machine with constant pressing force
Press jaw or press ring with corresponding hinged adapter jaw, suitable for the pipe diameter and with suitable profile
INFO!
Viega recommends the use of Viega system tools when installing the press fittings.
The Viega system press tools have been developed and tailored specifically for the installation of Viega press connector systems.
Assembly
Replacing the sealing element
Removing the sealing element
INFO!
Do not use pointed or sharp-edged objects to remove the sealing element. They may damage the sealing element or the bead.
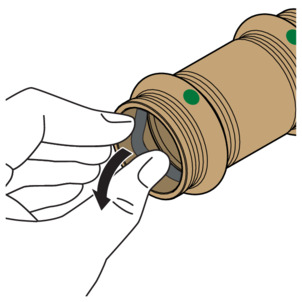
-
Remove the sealing element from the bead.
Inserting the sealing element
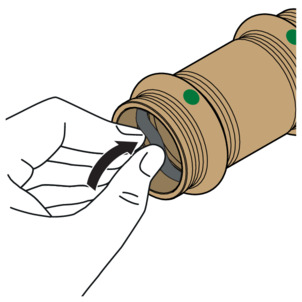
-
Insert a new, undamaged sealing element into the bead.
-
Ensure that the complete sealing element is in the bead.
Bending pipes
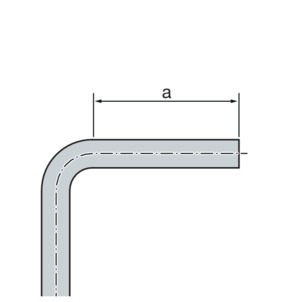
Pipes in the sizes d12, 15, 18, 22 and 28 can be bent cold with commercially available bending equipment (radius at least 3.5 x d).
The pipe ends (a) must be at least 50 mm long so that the press connectors can be mounted properly.
Cutting pipes to length
NOTICE!
Leaking press connections due to damaged material!
Press connections can become leaky due to damaged pipes or sealing elements.
Observe the following instructions to avoid damage to pipes and sealing elements:
Do not use cutting discs (angle grinders) or flame cutters when cutting to length.
Do not use grease or oils (e. g. cutting oil).
For information about tools, also see Required tools .
-
Cut the pipe at a right angle as accurately as possible using a pipe cutter or a fine-toothed hacksaw to ensure a complete and even pipe insertion depth.
Avoid grooves on the pipe surface.
Deburring the pipes
The pipe ends must be thoroughly deburred internally and externally after shortening.
Deburring prevents the sealing element being damaged or the that the press connector cants when mounted. Viega recommends using a deburrer (model 2292.2).
NOTICE!
Damage due to the wrong tool!
Do not use sanding disks or similar tools when deburring. The pipes could be damaged by these.
-
Deburr the inside and outside of the pipe.
Pressing the connection
Requirements:
The pipe end is not bent or damaged.
The pipe is deburred.
The correct sealing element is in the press connector.
EPDM = polished black
FKM = matt black
-
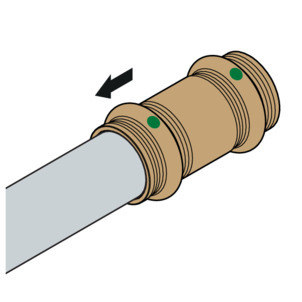
Push the press connector onto the pipe as far as it will go.
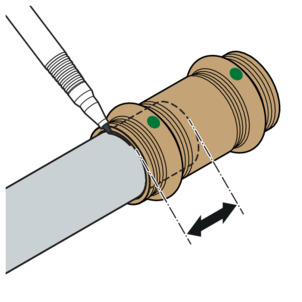
-
Mark the insertion depth.
-
Place the press jaw onto the press machine and push the retaining bolt in until it clicks into place.
INFO!Observe the press tool instruction manual.
-
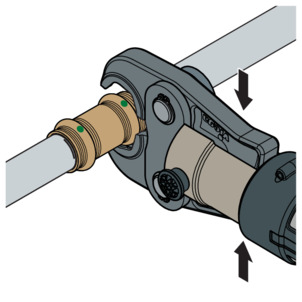
Open the press jaw and place it at a right-angle onto the press connector.
-
Check the insertion depth using the marking.
-
Ensure that the press jaw is placed centrally on the bead of the press connector.
-
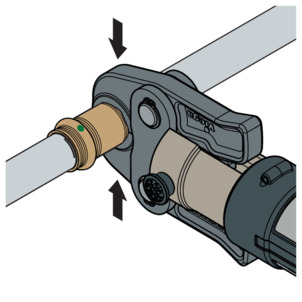
Carry out the pressing process.
-
Open and remove the press jaw.
-
Connection is pressed.
Mounting the pressure test plug
Intended use
Viega pressure test plugs for leakage tests and temporary plugging of pipeline sections must only be used for:
Supervised leakage test and load tests of pipelines with water up to max. 1.6 MPa (16 bar).
Supervised leakage test of pipelines with oil-free compressed air or inert gases (nitrogen) up to max. 150 hPa (150 mbar), and load tests up to max. 0.3 MPa (3 bar).
The pressure test plug (model 2269) must not be used in gas installations. Any use beyond the specified application is considered non-intended use. Viega assumes no liability for damage caused by non-intended use.
DANGER!
Risk of injury due to parts which come loose
During the leakage and load test, parts of the pipeline installation may come loose.
Observe the specified maximum test pressures.
Observe the applicable national regulations for leakage and load tests, see Regulations from section: Mounting the forcing plug .
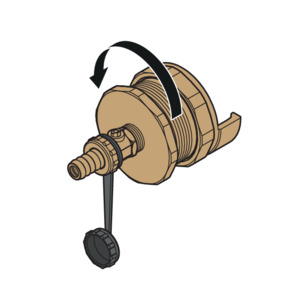
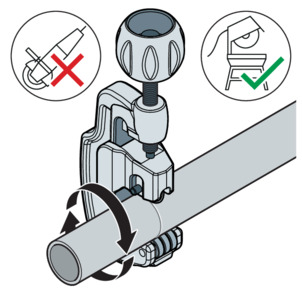
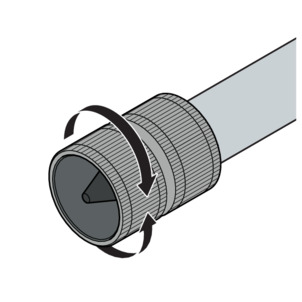
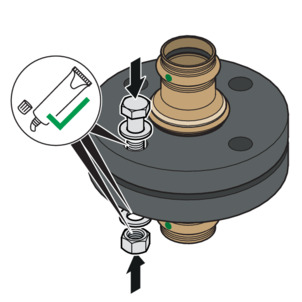
-
Open the pressure test plug.
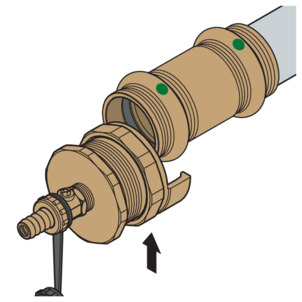
-
Insert the pressure test plug into the press connector.
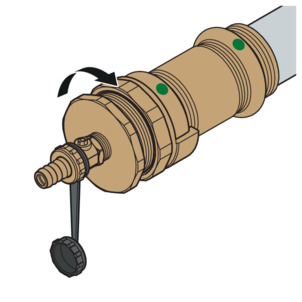
-
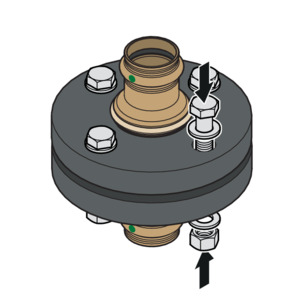
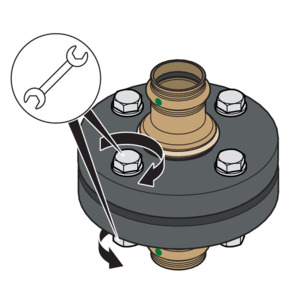
Screw the pressure test plug in and hand-tighten it.
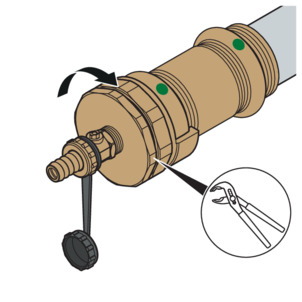
-
If a leak occurs while filling a system, retighten the pressure test plug with a suitable tool.
Flange connections
In the press connector system shown, flange connections in sizes 28 to 54 mm are possible.
The assembly of flange connections may only be carried out by qualified personnel. Personnel can be qualified to assemble flange connections on the basis of applicable directives, for example; see Regulations from section: Establishing a flange connection .
A corresponding training section on proper flange connection assembly in vocational training (of staff/specialist personnel) with qualified completion as well as successful regular application are considered as sufficient proof.
Other employees without the appropriate technical training (e.g. operating personnel) who are to install flange connections must be provided with technical knowledge through training measures (theoretical and practical); this must be documented.
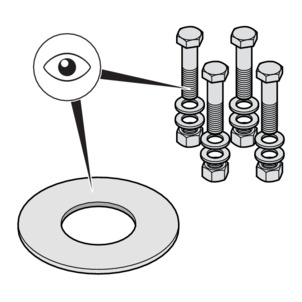
washers
The advantages of using hardened washers are:
Defined friction surface during assembly.
Defined unevenness in calculation and thus reduction of the scattering of the tightening torque, whereby a greater hexagon screw force can be achieved mathematically.
Flange types
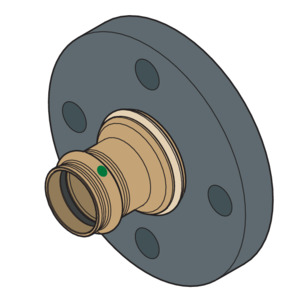
loose flange
Steel, black, powder-coated
Press connection made of gunmetal or silicon bronze
Model 2259.5: 28 to 54 mm
Establishing a flange connection
INFO!
Always make the flange connection first and then the press connection.
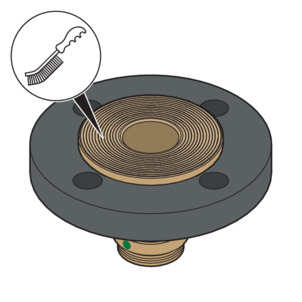
-
If necessary, remove any temporary coatings on the flange sealing surfaces without leaving any residue before assembly, using cleaning agents and a suitable wire brush.
NOTICE!When replacing seals, make sure to remove the old seal completely from the flange sealing surface without damaging the flange sealing surface.
-
Ensure that the flange sealing surfaces are clean, undamaged and even. In particular, there must not be any radial surface damage such as grooves or impact marks.
-
The hexagon screws, nuts and washers must be clean and undamaged and comply with the specifications for minimum hexagon screw length and strength class, see Required tightening torques .
-
During disassembly, replace removed hexagon screws, nuts and washers with new ones if damaged.
-
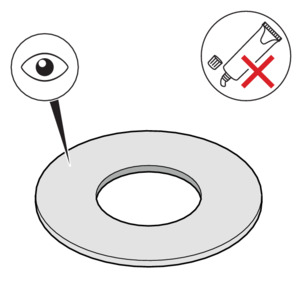
The seal must be clean, undamaged and dry. Do not use adhesives and assembly pastes for seals.
-
Do not reuse used seals.
-
Do not use seals with kinks as they pose a safety risk.
-
Ensure that seals are free from faults and defects and that the manufacturer's specifications are complied with.
-
Lubricate the following flange elements with suitable lubricant:
Hexagon screw thread
Washer
Nut support
NOTICE!Observe the manufacturer's information on the application and temperature range of the lubricant.
Install and centre the sealing element
The correct assembly of flange connections requires parallel aligned flange blades without an offset centre that allow the sealing element to be inserted in the correct position without damage.
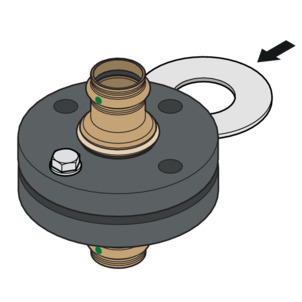
-
Press the sealing surfaces far enough apart so that the seal can be inserted without force and without damage.
The gap (out-of-parallelism of the sealing surfaces) before tightening the hexagon screws is not critical if the permissible gap is not exceeded.
DN | Permissible gap a-b [mm] |
|---|---|
25 | 0.4 |
32–50 | 0.6 |
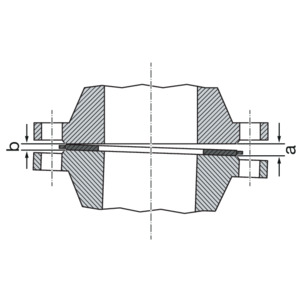
-
Remove the gap from the gaping side (a).
-
In case of doubt, tighten the flanges without inserting a seal by tightening the hexagon screws to achieve parallelism and a sealing surface distance of approx. 10 % of the nominal torque.
-
The gap is not permissible if the flange position cannot be achieved without great effort.
Systematics for tightening hexagon screws
The order in which the hexagon screws and nuts are tightened has a significant influence on the force distribution acting on the seal (surface pressure). Incorrect tightening leads to a high dispersion of the pretensioning forces and can result in the required minimum surface pressure not being reached and even in leaks.
After tightening the nut, at least two but no more than five threads should protrude from the end of the hexagon screw.
-
Prepare the hexagon screws by hand, observing the following:
Install the hexagon screws so that all the hexagon screw heads are on one flange side.
For horizontally arranged flanges, insert the hexagon screws from above.
Replace stiff hexagon screws with easy-running ones.
-
The simultaneous use of several tightening tools is possible.
Suit order
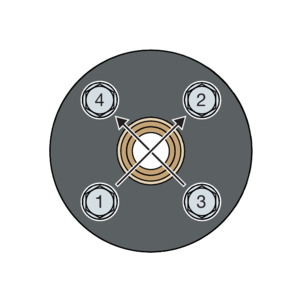
-
Tighten all hexagon screws crosswise with 30 % of the nominal tightening torque.
-
Tighten all hexagon screws as described in step 1 with 60 % of the nominal tightening torque.
-
Tighten all hexagon screws as described in step 1 with 100 % of the nominal tightening torque.
-
Tighten all hexagon screws again with the full nominal tightening torque. Repeat this process until the nuts can no longer be turned when the full tightening torque is applied.
Required tightening torques
Tightening torques Sanpress flange adapters
Model | DN | Article number | Thread | Tightening torque [Nm] | Hexagon screw length [mm] | Strength class |
|---|---|---|---|---|---|---|
2259.5 | 25 | 479 8551 | M12 | 50 | 60 | 8.8 |
32 | 479 8792 | M16 | 125 | 70 | ||
40 | 479 8862 | |||||
50 | 479 8932 |
1
| For use with mounting set article number
494056
|
2
| For use with mounting set article number
494063
|
Disconnecting the flange adapter
Before starting to disassemble an existing flange connection, get approval and a work permit from the responsible company, if necessary, observing the following:
The system section must be depressurised and completely flushed.
Secure built-in or attached parts that are not held separately before loosening the flange connection. This also applies to fastening systems such as spring hangers and supports.
Start loosening hexagon screws or nuts on the side facing away from the body, loosen the remaining hexagon screws slightly and only disassemble completely when you have ensured that the piping system does not present a risk. If a pipeline is under tension, there is a risk of the pipeline rupturing.
Loosen the hexagon screws or nuts crosswise in at least two passes.
Close open ends of strands with dummy plugs.
Transport disassembled pipelines only in closed condition.
When replacing seals, make sure to remove the old seal completely from the flange sealing surface without damaging the flange sealing surface.
NOTICE!
Caution when using an angle grinder!
When loosening defective hexagon screws and nuts with the help of an angle grinder, sparks are produced that can burn into the pipe material and cause corrosion.
Leakage test
The installer must perform a leakage test before commissioning.
Carry out this test on a system that is finished but not covered yet.
Observe the applicable regulations, see Regulations from section: Leakage test .
The leakage test pursuant to the applicable regulations must also be carried out for non-potable water installations, see Regulations from section: Leakage test .
Document the result.
Maintenance
Observe the applicable regulations for the operation and maintenance of potable water installations, see Regulations from section: Maintenance .
Disposal
Separate the product and packaging materials (e. g. paper, metal, plastic or non-ferrous metals) and dispose of in accordance with valid national legal requirements.