Megapress Stainless 316 XL
Product information

Megapress Stainless 316 XL
Press connector made of stainless steel 1.4404 (316L) for thick-walled stainless steel pipes
| Year built (from): | 1.12.2020 |
Trade mark rights exist for this document; for further information, go to viega.com/legal .
Target groups
Labelling of notes
Warning and advisory texts are set aside from the remainder of the text and are labelled with the relevant pictographs.

DANGER!
This symbol warns of possible life-threatening injury.

WARNING!
This symbol warns of possible serious injury.

CAUTION!
This symbol warns of possible injury.

NOTICE!
This symbol warns of possible damage to property.
INFO!
This symbol gives additional information and hints.
About this translated version
This instruction for use contains important information about the choice of product or system, assembly and commissioning as well as intended use and, if required, maintenance measures. The information about the products, their properties and application technology are based on the current standards in Europe (e.g. EN) and/or in Germany (e.g. DIN/DVGW).
Some passages in the text may refer to technical codes in Europe/Germany. These should serve as recommendations in the absence of corresponding national regulations. The relevant national laws, standards, regulations, directives and other technical provisions take priority over the German/European directives specified in this manual: The information herein is not binding for other countries and regions; as said above, they should be understood as a recommendation.
Standards and regulations
The following standards and regulations apply to Germany / Europe and are provided as a support feature.
Regulations from section: Application areas
Scope / Notice | Regulations applicable in Germany |
|---|---|
No application for fuel gases | DVGW G 260 |
Regulations from section: Media
Scope / Notice | Regulations applicable in Germany |
|---|---|
Suitability for heating water for pump hot water heating systems | VDI-Richtlinie 2035, Sheet 1 and Sheet 2 |
Regulations from section: Pipes
Scope / Notice | Regulations applicable in Germany |
|---|---|
Stainless steel pipes - Dimensions, tolerances and length-related mass | DIN EN ISO 1127 |
Seamless steel pipes for pressure purposes - Technical delivery conditions - Part 5: Stainless steel pipes | DIN EN 10216‑5 |
Welded steel pipes for pressure purposes - Technical delivery conditions - Part 7: Stainless steel pipes; | DIN EN 10217‑7 |
Regulations from section: Sealing elements
Scope / Notice | Regulations applicable in Germany |
|---|---|
Area of application of the EPDM sealing element
| DIN EN 12828 |
Regulations from section: Storage
Scope / Notice | Regulations applicable in Germany |
|---|---|
Requirements for material storage | DIN EN 806‑4, Chapter 4.2 |
Regulations from section: Leakage test
Scope / Notice | Regulations applicable in Germany |
|---|---|
Test on a system that is finished but not yet covered | DIN EN 806–4 |
Leakage test for water installations | ZVSHK-Merkblatt: |
Requirements for filling and top-up water | VDI 2035 |
Intended use
INFO!
Agree the use of the system for areas of application and media other than those described with Viega.
Areas of application
The system is intended for use in industry, heating and cooling systems and is a replacement for weld, threaded and roller-groove connections during new installations and repairs. The system is not approved for use in potable water installations (without DVGW test symbol).
Do not use the piping system for fuel gases, see Regulations from section: Application areas .
Use is possible in the following areas among others:
Industrial units
Heating and cooling circuits
Compressed air systems
Rainwater
Agriculture
Systems for technical gases (on request)
Media
The system is suitable for the following media, amongst others:
For the applicable directives, see Regulations from section: Media .
Heating water for closed pump hot water heating systems
Compressed air in compliance with the specification of the sealing elements used
Anti-freeze, cooling brines up to a concentration of 50 %
technical gases (on request)
Product description
Overview
The piping system consists of press connectors for thick-walled stainless steel pipes and the corresponding press tools.
The system components are available in the following dimensions: D2½ (DN 65), D3 (DN 80), D4 (DN 100),
Pipes
Megapress Stainless 316 XL press connectors may be used with seamless (S) or longitudinal welded (W) pipes made of the following stainless steels:
1.4541
1.4550
1.4571
The pipes must correspond to the applicable regulations, see Regulations from section: Pipes
INFO!
If the pipe has been coated, the maximum external diameter mentioned in the table must not be exceeded.
Pipe overview
Thread size [inch] | Nominal width [DN] | Nominal external diameter [mm] | Min. external diameter incl. coating [mm] | Max. external diameter incl. coating [mm] | Min. wall thickness [mm] | Max. wall thickness [mm] |
|---|---|---|---|---|---|---|
2½ | 65 | 76.1 | 75.3 | 76.9 | 1.6 | 7.1 |
3 | 80 | 88.9 | 88.0 | 89.8 | 1.6 | 8.0 |
4 | 100 | 114.3 | 113.1 | 115.4 | 1.6 | 8.8 |
Laying and fixing pipes
Only pipe clamps with chloride-free sound insulating inlays should be used to secure the pipes.
Observe the general rules of fixing technology:
Do not use fixed pipelines as a support for other pipelines and components.
Do not use pipe hooks.
Observe the expansion direction: Plan fixed and gliding points.
Distance between the pipe clamps
Ø external [mm] | Nominal width [inch] | Fixing distance between the pipe clamps [m] |
|---|---|---|
76.1 | 2½ | 5.5 |
88.9 | 3 | 6.00 |
114.3 | 4 | 6.00 |
Length expansion
Pipelines expand with heat. Heat expansion is dependent on the material. Changes in length lead to tension within the installation. These tensions must be compensated for with suitable measures.
The following are effective:
Fixed and gliding points
Expansion equalisation joints (expansion bends)
Compensators
Press connectors
Press connectors are available in a number of shapes. An overview of the press connectors suitable for the system can be found in the catalogue.
INFO!
The Megapress Stainless 316 XL system contains only closing caps (model 6256.1XL).
The connectors shown below are for better visualisation but are not part of the system!
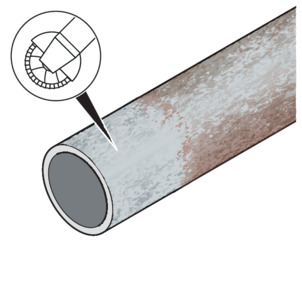
The Megapress Stainless 316 XL press connectors are made of stainless steel 1.4404 (316L). There is a cutting ring, a separator ring, and a round sealing element in the bead of the press connector. The cutting ring cuts into the pipe during pressing and ensures a force-fit connection.
During installation, and later during the pressing, the separator ring protects the sealing element from damage from the cutting ring.
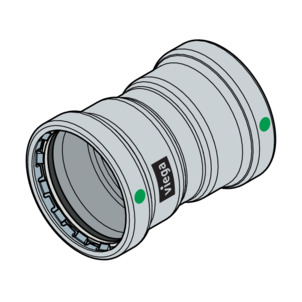
SC‑Contur
Viega press connectors are equipped with the SC‑Contur. The SC‑Contur is a safety technology that is certified by the DVGW and ensures that the press connector is guaranteed to be leaky in an unpressed state. In this way, inadvertently unpressed connections are noticed during a leakage test.
Viega guarantees that accidentally unpressed connections become visible during a leakage test:
with the wet leakage test in the pressure range from 0.1–0.65 MPa (1.0–6.5 bar)
with dry leakage test in the pressure range from 22 hPa–0.3 MPa (22 mbar–3.0 bar)
Sealing elements
Megapress Stainless 316 XL press connectors are factory-fitted with round sealing elements made of EPDM.
Area of use of the EPDM round sealing element
Area of application |
|---|
Use |
Operating temperature [Tmax.] |
Operating pressure [Pmax] |
Comments |
Heating | Solar installations | Compressed air | Technical gases |
|---|---|---|---|
Pump hot water heating system | Solar circuit | all pipeline sections | all pipeline sections |
110 °C | 1) | 60 °C | — |
1.6 MPa (16 bar) | 0.6 MPa (6 bar) | 1.6 MPa (16 bar) | — |
Tmax: 105 °C 2) with radiator connections Tmax: 95 °C | for flat collectors | Oil content < 25 mg/m3 | 1) |
| 1) | Consultation with the Viega Service Center required. |
| 2) | see Regulations from section: Sealing elements |
Technical data
Operating temperature [Tmax.] |
|---|
Operating pressure [Pmax] |
110 °C |
1.6 MPa (16 bar) |
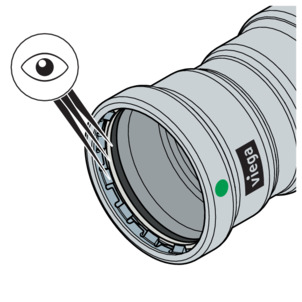
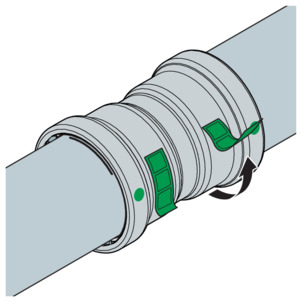
Marks on components
Markings on press connections
The press connections are marked with a coloured dot. The dot identifies the SC‑Contur where the test medium would escape in the case of an inadvertently unpressed connection.
The press connectors are marked as follows:
Green dot on each press connection
Viega
EPDM for the factory-fitted EPDM sealing element
316L
Dimension
Batch
VdTÜV KOMP 015 (articles from production year 2022)
Information for use
Corrosion
Protect the press connector system against excessively high concentrations of chloride generated by both the medium and by external factors.
An excessive chloride concentration can lead to corrosion in stainless steel systems.
Avoid external contact with materials containing chloride
Insulating materials must not have a water-soluble chloride ion content that exceeds 0.05 %.
Sound insulating inlays on the pipe clamps must not contain leachable chloride.
Stainless steel pipes must not come into contact with building materials or mortar containing chloride.
If external corrosion protection is required, applicable guidelines must be observed.
INFO!
If you are in any doubt over the correct material selection, contact the Viega Service Center.
The chloride concentration in the medium must not exceed a maximum value of 250 mg/l.
This chloride is not a disinfectant, but in fact pertains to the content in sea and table salt (sodium chloride).
Pipes and press connectors must be insulated according to the general rules of engineering.
Observe the manufacturer's information.
Handling
Transport
Storage
For storage, comply with the requirements specified in the applicable regulations, see Regulations from section: Storage :
Store components in a clean and dry place.
Do not store the components directly on the floor.
Provide at least three points of support for the storage of pipes.
Where possible, store different sizes separately.
Store small sizes on top of larger sizes if separate storage is not possible.
Store pipes of different materials separately to prevent contact corrosion.
INFO!
In addition, observe the instructions provided by the pipe manufacturer.
Assembly information
Mounting instructions
System components may, in some cases, become damaged through transportation and storage.
Only use original parts in perfect condition.
Damaged parts must be replaced. Do not attempt to repair them.
Store products in a clean and dry place.
Check the installation pipes for suitable surface properties and the min./max. external diameter.
Do not press on embossed pipe markings.
Pipes and press connectors must be insulated pursuant to the general rules of engineering.
Preparation of the pipes
As long as they are free from dirt, smooth, firm, even and undamaged, the following pipe surfaces are suitable for the production of press connections without further treatment:
NOTICE!
Always check the quality of the pipe surface on the complete pipe circumference. For permanently installed existing pipes, for example, Viega recommends the use of a mirror to be able to check the surface quality on the complete pipe circumference.
Uncoated pipes
Industrially painted or powder-coated pipes (maximum external diameter in acc. with Pipe overview )
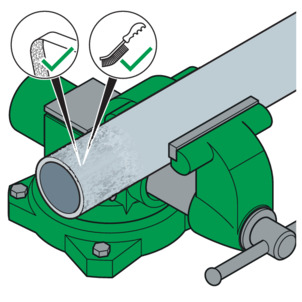
Pipe surfaces must be treated around the press connection if they exhibit the following characteristics:
Uneven, manually applied layers of paint
Exceeding the maximum external diameter due to coating that has been applied, see Pipes .
Bumps, damage, grooves, corrosion or loose adhesions
NOTICE!
Leaky press connection
Pressings on the embossed pipe marking may cause leaking.
Do not carry out pressings on the embossed pipe marking.
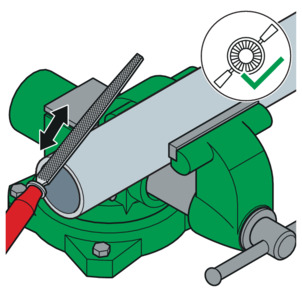
The following are examples of suitable tools for the work:
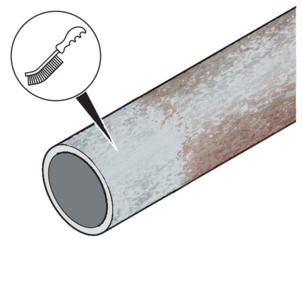
-
Wire brush
-
Cleaning fleece or sanding paper (grain > 80)
-
Angle grinder with serrated washer
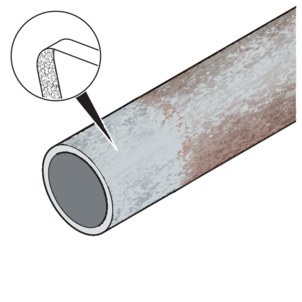
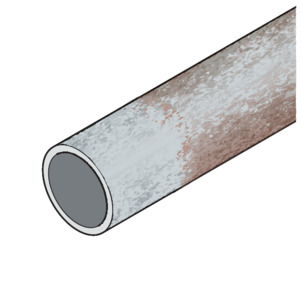
After the treatment, the quality of the pipe surface should be as shown in the following graphic:
NOTICE!
Always check the quality of the pipe surface on the complete pipe circumference. For permanently installed existing pipes, for example, Viega recommends the use of a mirror to be able to check the surface quality on the complete pipe circumference.
The external diameter of the installation pipe must not fall below the minimum value, see Pipes .
In systems where complete corrosion protection is required, those parts of the previously processed pipe surface that are uncovered after pressing must subsequently be equipped with suitable corrosion protection.
Potential equalisation
DANGER!
Danger due to electrical current
An electric shock can lead to burns and serious injury and even death.
Because all metallic piping systems conduct electricity, unintentional contact with a live part can lead to the whole piping system and components connected to it (e. g. radiators) becoming energised.
Only allow electrical work to be carried out by qualified electricians.
Always integrate the metal piping system into the potential equalisation.
INFO!
It is the fitter of the electrical system who is responsible for ensuring that the potential equalisation is tested and secured.
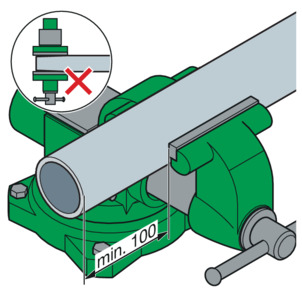
Space requirements and intervals
The minimum distance to welding seams and bending points must be 3 x D – however at least 100 mm.
Pressing between pipelines
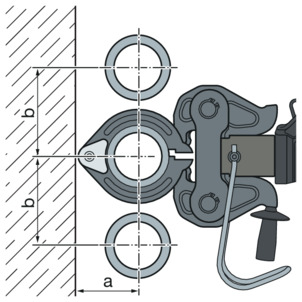
Space requirement press rings D2½–4
D |
|---|
a [mm] |
b [mm] |
2½ | ||
|---|---|---|
Pressing between pipe and wall
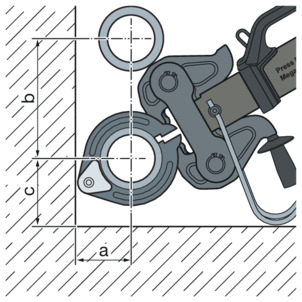
Space requirement press rings D2½–4
D |
|---|
a [mm] |
b [mm] |
c [mm] |
2½ | ||
|---|---|---|
Wall distance
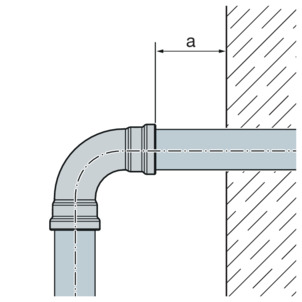
Minimum distance with press rings D2½–4
Press machine |
|---|
Type 2 (PT2) |
Type PT3-EH |
Pressgun 6 / 6 Plus |
amin [mm] |
|---|
Interval between the pressings
NOTICE!
Leaking press connections due to pipes being too short!
If two press connectors are to be mounted onto a pipe without an interval, the pipe must not be too short. If the pipe is not inserted up to the prescribed insertion depth in the press connector during pressing, the connection may become leaky.
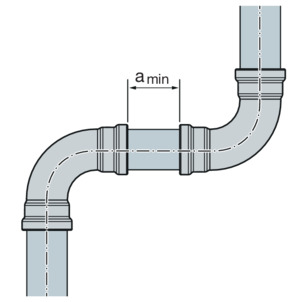
Minimum distance with press rings D2½–4
D [inch] |
|---|
2½ |
amin [mm] |
|---|
Z dimensions
For the Z dimensions, refer to the respective product page in the online catalogue.
Required tools
NOTICE!
Megapress Stainless 316 XL press connectors may be pressed only with Megapress XL press rings. Press rings and press chains of the metal Viega press connector systems Profipress XL, Sanpress XL, Sanpress Inox XL and Prestabo XL cannot be used.
The following tools are required for production of a press connection:
Pipe cutter or a fine-toothed hacksaw
Or chopsaw with low cutting speed
Deburrer or half-round file and coloured pen for marking
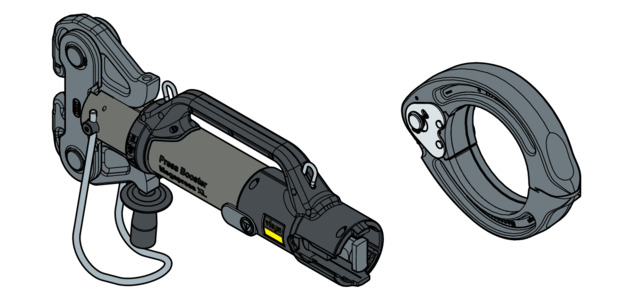
Press machine with constant pressing force
Press ring (D2½–4), Press Booster with fixed hinged adapter jaw, suitable for the pipe diameter and with a suitable profile
INFO!
Viega recommends the use of Viega system tools when installing the press fittings.
The Viega system press tools have been developed and tailored specifically for the installation of Viega press connector systems.
Assembly
Replacing the sealing element
Impermissible exchange of sealing elements
INFO!
Important instruction
With their material-specific qualities, sealing elements in press connectors are adapted for use with the corresponding media and/or the areas of use of the piping systems and are generally only certified for them.
The replacement of a sealing element of Megapress Stainless 316 XL press connectors is not permitted.
If the round sealing element in the press connector is obviously damaged, it should be exchanged for a Viega replacement round sealing element made of the same material. In this case, contact the Viega Service Center.
Shortening the pipes
NOTICE!
Leaking press connections due to damaged material!
Press connections can become leaky due to damaged pipes or sealing elements.
Observe the following instructions to avoid damage to pipes and sealing elements:
Do not use grease or oils (e. g. cutting oil).
For information about tools, also see Required tools .
-
Cut the pipe at a right angle using a pipe cutter or fine-toothed hacksaw. Do not use a flame cutter or angle grinder
Avoid grooves on the pipe surface.
Deburring the pipes
The pipe ends must be thoroughly deburred internally and externally after shortening.
Deburring prevents the sealing element being damaged or the that the press connector cants when mounted. Viega recommends using a deburrer.
D2 (model 2292.4XL)
D 4 (half-round file)
NOTICE!
Damage due to the wrong tool!
Do not use sanding disks or similar tools when deburring. The pipes could be damaged by these.
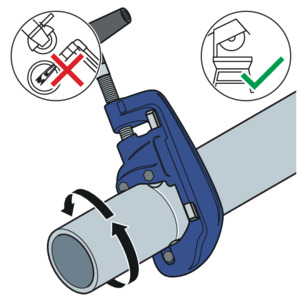
-
Secure the pipe in the vice.
-
When clamping, leave an interval of at least 100 mm (a) to the pipe end.
The pipe ends must not be bent or damaged.
-
Deburr the inside and outside of the pipe.
Pressing the connection
-
With the help of a wire brush, cleaning fleece or sanding paper, remove loose dirt and rust particles from the pressing area.
Requirements:
The pipe end is not bent or damaged.
The pipe is deburred.
The correct sealing element is in the press connector.
EPDM = polished black
Sealing element, separator ring and cutting ring are undamaged.
The complete sealing element, separator ring and cutting ring are in the bead.
-
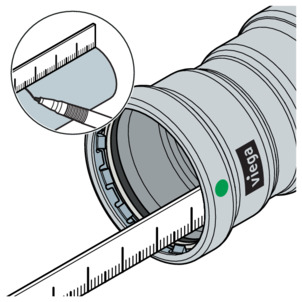
Measure and mark the insertion depth.
D [inch]
Insertion depth [mm]
2½
46
3
59
4
80
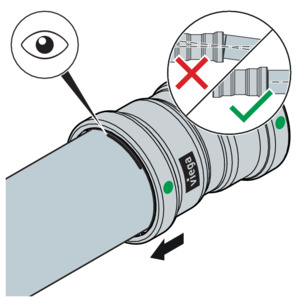
-
Push the press connector up to the marked insertion depth on the pipe. Do not twist the press connector.
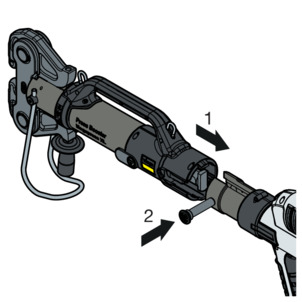
-
Place the Pressgun Press Booster into the press machine and push the retaining pin in until it clicks into place.
INFO!Observe the press tool instruction manual.
-
Place the XL press ring on the press connector. Observe the proper fit of the press ring.
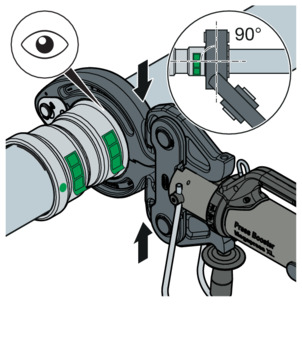
-
Position the hinged adapter jaw of the Pressgun Press Booster on the recesses of the press ring.
-
Carry out two pressings.
If necessary, carry out a reset stroke.
-
Open the hinged adapter jaw and remove the press ring.
-
Remove the check label.
-
The connection is marked as having been pressed.
Disposal
Separate the product and packaging materials (e. g. paper, metal, plastic or non-ferrous metals) and dispose of in accordance with valid national legal requirements.